





对35CrMo钢和20钢管的焊接性进行了分析,在钨极氩弧焊的前提下,采用不同焊接材料和焊后处理措施,焊后对焊接接头进行无损检测和力学性能测试;完成了焊接工艺评定,确定出35CrMo钢管接头与20钢管合理的焊接工艺。
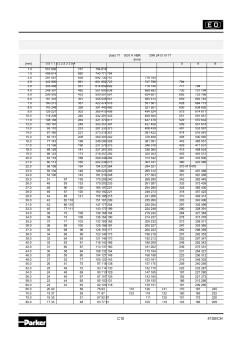
C10 4100/CH [bar] ?? St37.4 NBK DIN 2413 III ?? [mm] [mm] 0.5 1 1.5 2 2.5 3 3.5 4 5 6 8 1.0 551 692 757 794 818 1.5 458 614 692 740 771 794 2.0 391 551 638 692 730 757 778 794 2.5 342 500 591 651 692 723 747 766 794 3.0 303 458 551 614 659 692 719 740 771 794 4.0 248 391 485 551 600 638 668 692 730 757 794 5.0 209 342 433 500 551 591 624 651 692 723 766 6.0 181 303 391 458 509 551 585 614 659 692
钢管接头相关专题
- 开钢管厂需要什么机器
- 考登钢管的执行标准
- 空心钢管好还是实心钢管好
- 扣件钢管脚手架租赁费
- 扣件式钢管脚手架怎么计算
- 扣件式钢管脚手架搭设规范
- 扣件式钢管脚手架搭设步骤
- 扣件式钢管脚手架钢管壁厚
- 昆山哪里卖不锈钢管
- 栏杆钢管换算
- 室内镀锌钢管接头零件(螺纹连接)定额用量价格计算
- 工业钢管接头产品手册EO卡套式管接头
- 不锈钢管接头成形过程的有限元模拟与实验
- 锈钢管接头成形工艺分析及模具设计
- X70直缝双面埋弧焊钢管接头缺陷分析
- 无密封圈的钢管接头
- 不锈钢管接头成形工艺分析及模具设计
- 不锈钢管接头的失效分析及其质量改进
- 常用镀锌钢管接头零件损耗单价计算
- 镀锌钢管接头零件价格取定表
- T91马氏体钢管接头工艺性试验
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)