




{}c锄 辩 . 岳. f 上卜 ’ F翌 呼j 窆 上钢 厂钢板加热炉节能改造设计 一rL1 ‘ 王互互 庄 斌 毕春长 蒋 昌 厦塞主 √ —.= —一 一 (马鞍 If铜 铁设计研 究院) ( 钢 一 厂) 1 存在问题与设计参数 上钢一r钢板厂是 7O年代神.我国自行 设计制造的第一座钢板连轧厂.年产钢板 6j 万 t,现有 3座燃油的推钢式连续加热炉,每 座加热炉设计产量为 9ot/h,实际生产已达 lOOt/h 加热炉有效长度为 30420mm,炉内 宽为 4640mm,装出料方式是端进端出 加热 炉有效炉底强度为865kg/(m ·h),炉子月 平均单耗为 55kg油/t钢坯。 加热炉配有计算机控制 1.1 加热炉存在构主要问题 · 加 热 炉 趣 负 荷 操 作 .炉 温 高 达 1380c,排烟温度高,炉尾喷火严重,热效率 低,
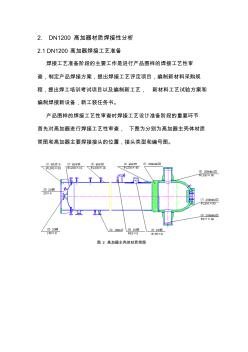
2. DN1200 高加器材质焊接性分析 2.1 DN1200 高加器焊接工艺准备 焊接工艺准备阶段的主要工作是进行产品图样的焊接工艺性审 查,制定产品焊接方案,提出焊接工艺评定项目,编制新材料采购规 程,提出焊工培训考试项目以及编制新工艺, 新材料工艺试验方案和 编制焊接新设备,新工装任务书。 产品图样的焊接工艺性审查时焊接工艺设计准备阶段的重要环节 首先对高加器进行焊接工艺性审查, 下图为分别为高加器主壳体材质 简图和高加器主要焊接接头的位置,接头类型和编号图。 图 2 高加器主壳体材质简图 图 3高加器主要焊接接头的位置,接头类型和编号图 2.2 DN1200 高加器焊接性 本产 品主要承载,承压焊缝所采用的材质为 Q345R 和 20MnMoⅢ。Q345R 和 20MnMoⅢ钢的化学成分见表 3,力学性能见 表 4。 表 3 Q345R 和 20MnMo Ⅲ化学成分 钢 种 技术标
热门知识
钢板加热器-
话题: 地产家居sunzhen8685
精华知识
钢板加热器-
话题: 地产家居jishuaideflp
最新知识
钢板加热器-
话题: 地产家居rinehart2008
钢板加热器相关专题
- 刻蚀不锈钢板多少钱一平
- 矿山用筛网用多少锰钢板
- 昆明哪里有止水钢板卖
- 拉森钢板桩2及3的规格
- 拉森钢板桩规格怎样查
- 拉森钢板桩多少钱一米
- 拉森钢板桩问题
- 拉森钢板桩有几种型号
- 拉森钢板桩有哪些规格
- 拉森钢板桩型号有哪些
- 正火对16Mn热轧钢板断裂韧度J_(ⅠC)的影响
- 中厚钢板剪切端面黑线成因分析及其对质量的影响评估
- 在面内压力作用下点腐蚀低碳钢板的非线性有限元分析
- 国内首台倒置立式1060MW核电机组高压加热器设计
- 化工企业镀铝锌硅钢板彩钢板安全生产事故综合应急预案
- 工业厂房压型彩钢板屋面施工要点及冬季冷凝水防治措施
- 国产高强钢板在宝泉抽水蓄能电站引水高压钢管中应用
- 厚度等于或大于6mm钢板超声波检验方法(反射法)
- 基于FLUENT软件矿井空气加热器管束流场对比分析
- 国产搪瓷薄钢板试用经验交流与技术研讨专题会论文目录
- 冷轧油性能对薄板高速冷轧机轧后钢板表面热划伤影响
- 冷却介质对高强度贝氏体耐磨钢板组织和力学性能影响
- 冷轧钢板生产环评中铬元素迁移转化及铬平衡实例分析
- 两种墙板内置无粘结钢板支撑滞回性能与设计方法
- 基于CATIA二次开发锥形石英灯加热器参数化设计
- 两种不同锁定钢板在治疗塌陷型胫骨平台骨折疗效对比
- 快速修复混凝土基础表面预埋钢板缺陷复合材料座浆法