




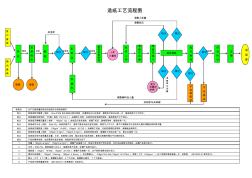
造纸工艺流程图 调整上浆量 调整浆压 回流浆 粗浆 良浆 合格浆 成品浆 成品纸 调整辅料加入量 回制浆车间碎解 检测点 生产过程质量控制点的检测办法和检测频次 检① 检测成浆叩解度(指标 32±2OSR)由半成品化验员检验,在磨浆机出口处取样,磨浆机开机时必检一次,每班检验不少于四次。 检② 检测施胶后浆料的 PH值(指标 PH=6.5-7),由辅料工自检,在纸机抄前池取样检验,每班检验不少于四次。 检③ 检测纸页横幅定量差(指标 105g/m2 6g),由成品化验员检验,纸捆下机后,复卷前取样,每班检测一次。 检④ 检测纸页水份(指标 8%± 2%),由纸机看汽工、卷取工配合成品化验员抽检,每班不少于三次,看汽工根据纸页水份的变化随时调整进烘缸蒸汽量。 检⑤ 检测纸页施胶度(指标 105g/m2 10-60S、150g/m2 20-75S),由辅料工自检,在纸机卷取缸前取样,每捆
制浆造纸工艺流程设计深度要求 第一部分 设计说明书 1. 课题的目的、意义及任务 2. 生产工艺设计 2.1 产品标准 成品或半成品国家标准或行业标准 2.2 主要技术指标 各种原材料、水、电、汽及辅料消耗指标 2.3 生产工艺流程 初步确定二个工艺流程(画出方框图),并进行比较,从理论和实际 叙述所选定工艺流程的先进性与合理性 2.4 工艺参数 列表并对主要工艺参数进行分析 2.5 平衡计算 进行浆水平衡或物料平衡计算 2.6 主要设备选型与计算 (对主要设备选型的合理性、 先进性进行说明, 并进行生产能 力平衡计算 ) 第二部分 图 纸 1. 工艺流程图 2. 浆水平衡图(附在说明书中) 备注:要求学生签到(见附表) ;第十五周提交设计成果; 流程方框草图和浆水平衡计算 草稿 要单独装订,与正 式成果一起上交。 2007年工艺流程设计签到表 周次 日期 学生签到 指导教师:
热门知识
废纸造纸工艺流程-
话题: 工程造价wenyusheng
-
话题: 地产家居xujiang202
精华知识
废纸造纸工艺流程-
话题: 建筑设计california
-
话题: 工程造价nancy168098
最新知识
废纸造纸工艺流程-
话题: 建筑设计biyuntian10
-
话题: 给排水gaojunyu8888
废纸造纸工艺流程相关专题
- 废纸打包机多少钱
- 手工制作用废纸或塑料瓶
- 废纸打包机
- 废纸箱回收招标文件模板
- 家庭办厂项目废纸加工
- 废纸造纸工艺流程
- 废纸
- 废纸回收再利用行业对废水的处理技术
- 小型卧式废纸打包机
- 废纸打包机输送带
- 岳阳纸业公司10万公顷造纸原料林基地建设可研报告
- 关于桉叶油素提取工艺流程设计
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 公路工程施工工艺大全路基工程砂垫层施工工艺流程图
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图
- 公路工程施工工艺大全路基工程光面爆破施工工艺流程图
- 公路工程施工、桥涵施工工艺大全系梁施工工艺流程图
- 公路工程施工、桥涵施工工艺大全滑模拆除工艺流程图
- 化工制图工艺流程图、设备平面图、绘管道
- 国内企业研发生产新型节能导线工艺流程申报国家标准
- 介绍造纸中段污水处理节能新设备鼓风式潜水曝气机
- 模板工程施工工艺流程控制程序图(早拆模体系构造图)
- 模具皮纹腐蚀工艺流程
- 制药纯化水系统地实用实用工艺流程及实用实用标准说明书
- 欧特克全新发布工艺流程图软件AutoCAD
- 山东省造纸机械行业十二五规划和行业发展
- 不锈钢标牌制作工艺流程