




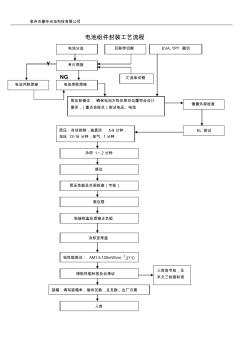
泉州市豪华光电科技有限公司 电池组件封装工艺流程 Y NG 层压前铺设, 确保电池方阵在层向位置符合设计 要求,(重点自检点)测试电压、电流 层压:自动控制,抽真空 5-8分钟, 加压 12-16 分钟,放气 1分钟 冷却 1~2 分钟 修边 层压性能及外观检查(专检) 装边框 粘接线盒及焊接正负极 冷却至常温 电性能测试: AM1.5,100mW/cm 2,27℃ 填贴性能标签及合格证 装箱,填写装箱单;每块瓦数,总瓦数,出厂日期 入库 入库前专检,见 本文三检查标准 电池分选 互联带切割 EVA, TPT 裁切 单片焊接 电池串联焊接 汇流条切割 电池并联焊接 镜像外观检查 EL 测试
服装生产工艺流程图 验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一面辅料进厂检验 面料进厂后要进行数量清点以及外观和内在质量的检验 ,符合生产要求的才能 投产使用。在批量生产前首先要进行技术准备 ,包括工艺单、样板的制定和样衣制 作 ,样衣经客户确认后方能进入下一道生产流程。面料经过裁剪、缝制制成半成品 , 有些梭织物制成半成品后 ,根据特殊工艺要求 ,须进行后整理加工 ,例如成衣水洗、成 衣砂洗、扭皱效果加工等等 ,最后通过锁眼钉扣辅助工序以及整烫工序 ,再经检验合 格后包装入库。 (二面料检验的目的和要求 把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可 有效地提高服装的正品率。 面料检验包括外观质量和内在质量两大方面。外观上主要检验面料是否存在破 损、污迹、织造疵点、色差等等问题。经砂洗的面料还应注意是否存在砂道、死褶 印、披裂等砂洗疵
热门知识
服装工艺流程图-
话题: 工程造价tiamoweiwei
精华知识
服装工艺流程图-
话题: 建筑设计ERIC_DONGBO
最新知识
服装工艺流程图-
话题: 建筑设计liu8267023
-
话题: 建筑设计hj414601963
服装工艺流程图相关专题
- 服装设计平面图
- 服装专卖店空间设计
- 服装设计图片手绘图片
- 服装店铺设计平面
- 服装店设计案例效果图
- 服装专卖店设计案例
- 服装奢侈品店设计
- 服装专卖店顶棚设计
- 服装店铺空间设计
- 福冈服装专卖店设计
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 整理装饰装修施工工艺与质量通病与防治措施(全套)
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 振动冷却斜管处理工艺对A357合金凝固组织的影响
- 中国工艺美术学会玻璃艺术专业委员会理事会
- 中朝鸭绿江界河公路大桥钢锚梁、钢牛腿制造工艺
- 增建二线铁路线间距偏小地段石方爆破施工工艺
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考