




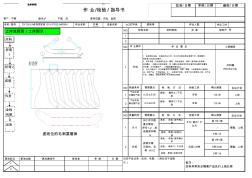
客户:中新 产能:5 作业工时 NO 1 2 NO NO 反应计划 1 上报 2 上报 3 NO 反应计划 虚线位的毛刺要磨掉 更改通知号 更改者 审 核 版本/ 2 备注: 如有异常务必隔离产品及时上报处理 过往不良记录:压伤、毛刺、(附过往不良图 片)1 更改标记 更改处数 日 期 5件 /1h 2 外观 首检: 质检/首件确认 单 自检: 操作工 /不记录 巡检: 质检/巡检记录 表面光滑、 无划伤、毛 刺 ≤0.2 卡尺 /钢尺 /千 分尺 首 1件 /班 隔离、上报/ 5件 /1h 目视 /对样 首 1件 /班 隔离、上报5件/0.5h 检 验 方 法 1 尺寸 如工序示图 重点管控: 序号1-2,其 他做首件确 认 质量特性 管理要点 首检: 质检/首件确认 单 / 检验工具 确认频度 1次 /4h 气动冲床 离合器气压 目视 自检: 操作工 /不记 录 0.5±
热门知识
佛山五金冲压件-
话题: 装修工程zhan38881799
-
话题: 室内设计hot6255952
精华知识
佛山五金冲压件-
话题: 室内设计weixuyu2009
最新知识
佛山五金冲压件-
话题: 地产家居chenchao9132
-
话题: 装修工程qjdlzhangwei
-
话题: 装修工程sdycjianwu
佛山五金冲压件相关专题
- 佛山三鸿装饰好不好
- 佛山不锈钢电动伸缩门
- 广东佛山不锈钢门
- 佛山吉南不锈钢门厂
- 佛山防火门
- 佛山防火门厂
- 佛山木质防火门
- 佛山防火门厂家
- 佛山市防火门厂
- 佛山晶钢门拉手
- 中国阳江(五金刀剪)知识产权快速维权中心正式运行
- 广东佛山5层板式建筑派出所3#派出所工程造价指标
- 广东佛山市重点交通工程标后管理和工程监理工作
- 广东佛山1层建筑佛山车库7#地下车库工程造价指标
- 旧城地区交通改造策略以佛山顺德区北滘镇为例
- 第二届中国南宁国际建筑装饰五金及工具展览会
- 建筑五金技术全参数表
- 建筑门窗五金件单点锁闭器
- 第四季度佛山市建设工程施工图审查违规违强项目
- 五金手动工具分类大全
- 五金市场群农民还房支路施工安全方案培训资料
- 广东佛山工程造价信息副刊厂商价2019年1季度
- 1亿件隧道专用注浆防水材料配套五金件项目可行性研究报告
- 广东佛山7层板式建筑疗养院2康复中心工程造价指标
- 32mm系列拆装式自装配家具五金件及其结构设计
- 十三五重点项目五金打造钢材项目可行性报告
- 佛山市现代信息服务业发展规划