
- 首页 >
- > 阀门检测螺纹环规zx
更新时间:2025.02.15





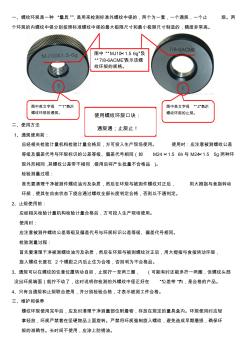
一、螺纹环规是一种 “量具”,是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止 规。两 个环规的内螺纹中径分别按照标准螺纹中径的最大极限尺寸和最小极限尺寸制造的,精度非常高。 二、使用方法 1、通规使用前: 应经相关检验计量机构检验计量合格后,方可投入生产现场使用。 使用时:应注意被测螺纹公差 等级及偏差代号与环规标识的公差等级、偏差代号相同(如 M24 ×1.5 6h与 M24×1.5 5g两种环 规外形相同 ,其螺纹公差带不相同 ,错用后将产生批量不合格品 )。 检验测量过程: 首先要清理干净被测件螺纹油污及杂质,然后在环规与被测件螺纹对正后, 用大拇指与食指转动 环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。 2、止规使用前: 应经相关检验计量机构检验计量合格后,方可投入生产现场使用。 使用时: 应注意被测件螺纹公差等级及偏差代号与环规标识公差等级、偏差
热门知识
阀门检测螺纹环规zx-
话题: 工程造价853****6114
-
话题: 工程造价yinyuming2
-
话题: 工程造价zhang319416
精华知识
阀门检测螺纹环规zx-
话题: 工程造价jc_babilunsz
-
话题: 工程造价liufuguo3187
最新知识
阀门检测螺纹环规zx-
话题: 造价管理summer1001
专题概述
阀门检测螺纹环规zx知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关阀门检测螺纹环规zx最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:阀门检测螺纹环规zx
相关话题
资料下载
相关资讯
阀门检测螺纹环规zx相关专题
- 卡套式阀门套什么定额
- 可变阀门排气管有多少种
- 铸钢阀门比铸铁的贵的多吗
- 铸钢阀门比铸铁的贵多少
- 铸钢阀门标准以及规格
- 铸钢法兰阀门套什么定额
- 铸钢阀门的主要材料有哪些
- 转换阀门价格一般是多少
- 自动关闭阀门的电子流量计
- 怎样才算打开煤气阀门
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 中国民宿消费市场格局分析及十三五发展环境分析报告
- 正果水厂建设工程之护坡工程项目环评报告
- 以污泥、建筑垃圾为基料制备高强轻质发泡环保陶瓷板
- 中国水环境污染治理社会化资金投入现状、问题与对策
- 园林景观工程在推进城乡宜居环境建设中的问题及思考
- 中国移动广东公司环形混凝土电杆技术规范书(暂行)
- 招标师招标采购法律法规与政策题型分析辅导材料
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 制药用水系统使用点取样阀门的应用设计和选型论文
- 基于闭环反馈优化的IDC基础设施造价评估模型
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 一体化载体循环生物处理设备处理生活污水的中试
- 在水泥企业节能环保适用技术交流会上的讲话(摘要)
- 植物病虫害检测在园林绿化工程建设过程中的应用
- 振荡波局放检测设备在10kV电缆局放测试中的应用
- 中大环境检测实验课论文气相色谱在环境工程中的运用