




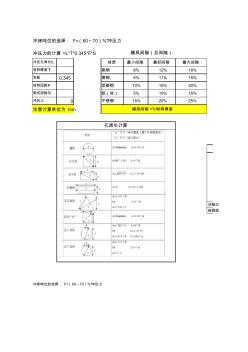
冲床吨位的选择: F=(60~70)%*冲压力 冲压力的计算 =L*T*0.345*F*S 冲压孔周长L 材质 最小间隙 最好间隙 最大间隙 材料厚度T 紫铜 8% 12% 16% 系数 0.345 黄铜 6% 11% 16% 材料因数F 低碳钢 10% 15% 20% 剪切因数S 铝(软) 5% 10% 15% 冲压力 0 不锈钢 15% 20% 25% 注意计算单位为 mm 间隙过 断裂面 冲床吨位的选择: F=(60~70)%*冲压力 模具间隙(总间隙) 模具间隙 =%*材料厚度 孔周长计算 材料 材料因数 铝(软) 0.30 铝(半硬) 0.38 铝(硬) 0.50 黄铜 0.70 紫铜 0.57 普通低碳钢 1.00 冷轧钢板 1.20 不锈钢板 1.40 间隙过大,废料会出现粗糙、起伏的断裂面和一窄光亮带区域。间隙越大,光亮带区域 断裂面与光亮带区域所成角度就越大。如果间隙过

方孔冲压网报价相关专题
- 卡式螺母M6配多大的方孔
- 开发楼多小钱一平方
- 开关变压器的拆卸方法
- 开工典礼费由哪方负责
- 开关柜方案的种类有哪些
- 开关柜双母线运行方式
- 开关柜方面问题
- 开孔6公分的射灯外径多大
- 开口销销孔的尺寸
- 开孔器规格是多少
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 全热回收地源热泵空调机组的系统及工程方案设计
- 展览馆装饰工程消防改造施工组织设计方案(91页)
- 新的基于NGA/PCA和SVM的特征提取方法
- 岳阳信息价,最新最全岳阳工程造价信息网信息价下载
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 异形人工挖孔桩和预应力土层锚杆组合在基坑中的应用
- 医院绿化养护方案
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 智能微电网集成关键技术研发及其产业化项目通过验收
- 多方式远程控制门禁系统