
- 首页 >
- > 发酵罐焊接工艺流程图
更新时间:2025.03.23




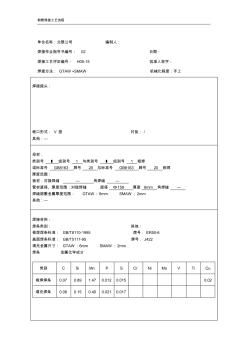
钢管焊接工艺流程 单位名称:北限公司 编制人: 焊接作业指导书编号: 02 日期: 焊接工艺评定编号: H05-15 批准人签字: 焊接方法: GTAW +SMAW 机械化程度:手工 焊接接头: 破口形式: V 型 衬垫: / 其他:— 母材: 类别号 Ⅰ 组别号 1 与类别号 Ⅰ 组别号 1 相焊 或标准号 GB8163 牌号 20 与标准号 GB8163 牌号 20 相焊 厚度范围: 板材:对接焊缝 — 角焊缝 — 管材直径、厚度范围:对接焊缝 直径 Ф159 厚度 8mm 角焊缝 — 焊缝熔敷金属厚度范围: GTAW:6mm SMAW:2mm 其他:— 焊接材料: 焊条类别: 其他: 根焊焊条标准: GB/T8110-1995 牌号: ER50-6 盖面焊条标准: GB/T5117-95 牌号: J422 填充金属尺寸: GTAW:6mm SMAW:2mm 焊条


热门知识
发酵罐焊接工艺流程图精华知识
发酵罐焊接工艺流程图-
话题: 工程造价jiangdewang
最新知识
发酵罐焊接工艺流程图-
话题: 建筑设计xionggang123
-
话题: 建筑设计wuya123456
-
话题: 建筑设计dksunrong1
发酵罐焊接工艺流程图相关专题
- 楼面砼裂缝如何防范
- 卡基诺金做楼梯好
- 卡曼石材做门槛石好看么
- 卡式炉是什么安全吗
- 卡特挖掘机型号怎么分
- 开发商建房地下溶洞问题
- 开发商建房流程有哪些
- 开放漆木门好不好
- 开放性阳台的保温如何做
- 卡特挖掘机的型号怎么区分
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考
- 在高校艺术设计专业开设民间艺术课程的教学实践
- 振弦式钢筋计在预应力管桩成桩过程中的安装工艺
- 中国工程建设焊接协会全国优秀焊接工程
- 在中国演艺设备技术协会五届三次常务理事会上的讲话
- 在冰灾抢修特殊条件下的OPGW和ADSS施工工艺
- 改进型BAF水处理及回用装置节能工艺与投资效益分析
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 工艺条件对6061铝合金近液相线铸造微观组织影响
- 工艺气放空消声器(109—U)吊装更换施工技术总结
- 工艺工法建筑工程砌体工程施工工艺及质量验收标准
- 工程项目管理流程图
- 焊接收缩变形标准
- 调质处理后焊接性能
- 国标普通焊接钢管标准
- 焊接工艺评定报告样本
- 太阳能电池板怎么焊接
- 屋顶钢架可以焊接么
- 塔吊基础接地焊接图片
- 塔吊基础接地怎么焊接
- 激光焊接机的主电路
- 激光焊接机原理
- 焊接链接疲劳性能
- 钢骨架塑料复合管焊接
- 焊接球焊接网架
- 焊接球网架拼装图片
- 焊接球网架焊接应力
- 网架消除焊接应力
- 45号钢 焊接性能
- 几号钢焊接性能好
- 45号钢用什么焊丝焊接
- 汽车消音器焊接处漏水
- 焊接烟雾过滤器
- dn200焊接钢管壁厚标准
- 焊接钢管的壁厚
- 焊接钢管壁厚允许偏差
- 焊接钢管国标厚度表
- sc20焊接钢管国标壁厚
- 焊接钢管ab系列
- 焊接工艺评定新标准
- 自动焊接工艺
- 焊接工艺评定任务书