




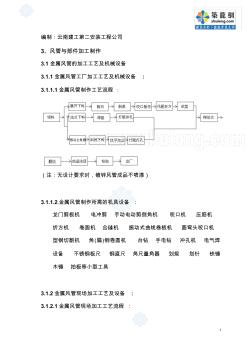
1 编制:云南建工第二安装工程公司 3、风管与部件加工制作 3.1金属风管的加工工艺及机械设备 3.1.1金属风管工厂加工工艺及机械设备 : 3.1.1.1金属风管制作工艺流程 : (注:无设计要求时,镀锌风管成品不喷漆) 3.1.1.2.金属风管制作所需的机具设备 : 龙门剪板机 电冲剪 手动电动剪倒角机 咬口机 压筋机 折方机 卷圆机 合缝机 振动式曲线卷板机 圆弯头咬口机 型钢切割机 角(扁)钢卷圆机 台钻 手电钻 冲孔机 电气焊 设备 不锈钢板尺 钢直尺 角尺量角器 划规 划针 铁锤 木锤 拍板等小型工具 3.1.2金属风管现场加工工艺及设备 : 3.1.2.1金属风管现场加工工艺流程 : 2 3.1.2.2金属风管现场加工报需的机具设备 : 龙门剪板机 电冲剪 手动电动剪倒角机 咬口机 压筋机 折方机 卷圆机 合缝机 振动式曲线卷板机 圆弯头咬口机 型钢切割机 角(扁
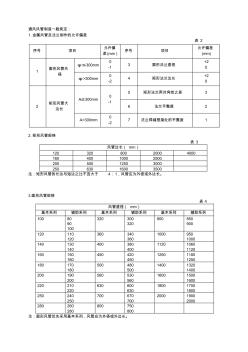
通风风管制造一般规定: 1.金属风管及法兰制作的允许偏差 表 2 序号 项目 允许偏 差 (mm ) 序号 项目 允许偏差 (mm) 1 圆形风管外 径 φ≤300mm 0 -1 3 圆形法兰直径 +2 0 φ>300mm 0 -2 4 矩形法兰边长 +2 0 2 矩形风管大 边长 A≤300mm 0 -1 5 矩形法兰两对角线之差 3 6 法兰平整度 2 A>300mm 0 -2 7 法兰焊缝搭接处的平整度 1 2.矩形风管规格 表 3 风管边长( mm) 120 320 800 2000 4000 160 400 1000 2500 200 500 1250 3000 250 630 1600 3500 注:矩形风管的长边与短边之比不宜大于 4: 1,风管应为外径或外边长。 3.圆形风管规格 表 4 风管直径( mm) 基本系列
热门知识
风管制作图-
话题: 工程造价qianniu6999
精华知识
风管制作图-
话题: 暖通空调huangyuan888
最新知识
风管制作图-
话题: 装修工程seed198281
相关问答
风管制作图-
话题: 造价软件zaohongguang
-
话题: 工程造价huang88888
风管制作图相关专题
- 空调风管的保温
- 空调风管工程量计算
- 空调风管计算问题
- 空调风管口封堵(周长约3m)
- 空调风管安装问题
- 空调风管的区分
- 空调风管安装技术要
- 空调风管如何计算
- 中央空调风管长度怎么计算
- 风管保温厚度规范
- 财政投资项目评审建设新机制
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 制水泥楼板市场现状调研及发展前景分析报告(目录)
- 制定机械加工劳动定额切削用量时间标准若干问题
- 彝良县七里沟煤矿安全生产责任制及各工种岗位责任制
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 有线电视广播系统运行维护规程编制情况和宣贯要点
- 在项目成本控制中的实践与探索工程项目成本管理系统
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 中国电工技术学会电力系统控制与保护专业委员会成立
- 用于制冷系统稳定运行时制冷剂分布测试的新方法
- 政府与社会资本合作(PPP)项目风险分担机制
- 智能建筑电气安装中的质量控制
- 在建工程评审制度在预拌混凝土生产计划管理中的应用
- 引水隧洞TBM开挖施工质量控制及问题处理对策
- 中国制冷空调设备维修安装企业资质等级认证评审公示
- 招投标制在农业综合开发工程建设中的实践与对策建议