




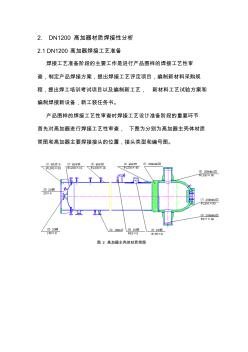
2. DN1200 高加器材质焊接性分析 2.1 DN1200 高加器焊接工艺准备 焊接工艺准备阶段的主要工作是进行产品图样的焊接工艺性审 查,制定产品焊接方案,提出焊接工艺评定项目,编制新材料采购规 程,提出焊工培训考试项目以及编制新工艺, 新材料工艺试验方案和 编制焊接新设备,新工装任务书。 产品图样的焊接工艺性审查时焊接工艺设计准备阶段的重要环节 首先对高加器进行焊接工艺性审查, 下图为分别为高加器主壳体材质 简图和高加器主要焊接接头的位置,接头类型和编号图。 图 2 高加器主壳体材质简图 图 3高加器主要焊接接头的位置,接头类型和编号图 2.2 DN1200 高加器焊接性 本产 品主要承载,承压焊缝所采用的材质为 Q345R 和 20MnMoⅢ。Q345R 和 20MnMoⅢ钢的化学成分见表 3,力学性能见 表 4。 表 3 Q345R 和 20MnMo Ⅲ化学成分 钢 种 技术标

裸丝加热技术是采用Ni80电阻丝作为即热式热水器的加热体,电阻丝封装于内胆中,热水器工作时,水流从进水口进入内胆,流经封装于内胆中的电阻丝而被加热。产品内部的水路设计有很多的弯折,利用水本身是不良导体的特性,通过合理的水路设计增加了水管内水的电阻值使电阻分解电压,达到出水电压达到安全标准,保证使用的安全性。
热门知识
废水加热-
话题: 工程造价liuxinHAPPY
精华知识
废水加热-
话题: 地产家居wanghao1231
最新知识
废水加热-
话题: 室内设计xinren8866
-
话题: 地产家居zhaowanshui
废水加热相关专题
- 给排水压力废水问题
- 排水的污废水井
- 工业废水排放标准2019
- 印染废水排放标准2019
- 2019年废水处理行业
- 医疗废水排放标准2019
- 油类废水处理
- 洗车废水成分
- 电镀废水摘要
- 白钨选矿废水
- 应用CAO型消烟节能燃煤装置改造锻造和退火加热炉
- 医疗废水处理工程设计方案学校废水处理工程设计方案
- 感应加热快速处理全螺纹钢筋研制与力学性能分析
- 国内首台倒置立式1060MW核电机组高压加热器设计
- 基于S7-300PLC金属冶炼厂废水处理系统设计
- 化学除油器与稀土磁盘在轧钢废水处理中应用综合分析
- 基于FLUENT软件矿井空气加热器管束流场对比分析
- 合理改造利用旧设备,努力降低新建1#加热炉工程投资
- 关于聚丙烯低压回收系统加热流程改造若干思考
- 含钛矿渣表征及在超声波作用下催化降解含硝基苯废水
- 克拉玛依炼油厂达标排放废水库中重金属污染监测与评价
- 基于CATIA二次开发锥形石英灯加热器参数化设计
- 利用导热油加热保温沥青输送软管结构设计和工程实践
- 江西矿泉水设备饮水平安导致废水深度处置设备和消毒设施
- 加热炉汽化冷却系统给水除氧工艺性价比较分析与改造
- 处理300吨中医院医疗废水处理工程设计方案
- 基于温度控制感应加热式扶手钢管包塑滚花一体成型线