




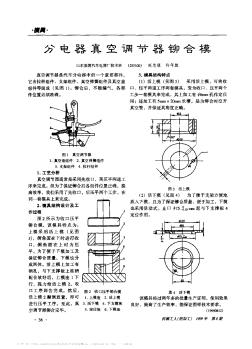
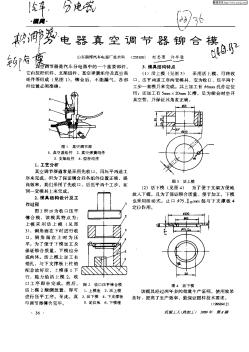
它由拉杆组件、支架组件 、真空弹簧组件及真空盖 组件等组成 (见图 1)。铆合后,不能漏气,各部 件位置必须准确。 图 1 真空调节器 1.真空盖组件 2.真空弹簧组件 3.支架组件 4.拉杆组件 1.工艺分析 真空调节器通常是采用先收口,再压平两道工 序来完成。但为了保证铆合后各组件位置正确,提 高效率,我们采用了先收口,后压平两个工步,在 同一套模具上来完成。 2.模具结构设计及工 作过程 图 2所示为收 口压平 铆合模,该模具特点为: 上模 采用活上模 (见 图 3),倒角面在下时进行收 口,倒角 面在 上时 为压 平。为了便于下模加工及 保证铆合质量 ,下模 也分 成两体。活上模上加工有 销孔,与下支撑板上柱销 配合放好后,上模座 1下 行,施力给活上模 2,收 口工 序 即告完 成。然后 , 活上模 2颠倒放置,即可 进行压平工
分电器的作用相关专题
- 卡式电表套定额
- 开关IP2P3P是怎么分的
- 开关灯电线怎么装图
- 开关的电线根数问题
- 开关电线怎么装
- 开关电源反馈设计问题
- 开关电源高频变压器的设计
- 开关电源占空比怎么算
- 开关电源的设计与工作原理
- 开关电源的设计制作问题
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析