




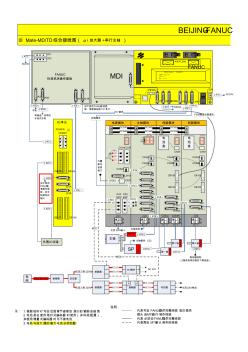
FANUC 标准机床操作面板 电 网 断路器 变压器 断路器 断路器 交流三相 380V 交流三相 220V 交流三相 220V 编 码 器 编 码 器 编 码 器 FANUC 24V模块 DC 24V 交流 220V 交流 220V 交流 220V 接触器 控 制 控 制 电抗器 交流220V输出 交流 220V 交流 220V 交流 220V 交流 220V 交流 220V 伺服模块 STATUS 电 池 盒 CX5X CXA2A CXA2B CB10A CB10B 电源模块 STATUS CXA2A 主轴模块 PL ALM ERR STATUS CXA2A CXA2B 伺服模块 STATUS 电 池 盒 CX5X CXA2A CXA2B CB10A CB10B DC300V DC300V DC300V DC300V DC300V DC300V 主轴通讯 交流 200V输入 CX1AC

一年一度的埃森焊接展在6月初如期登陆北京,作为焊接工艺的重要操手——机器人也纷纷登台亮相,同台竞技。FANUC更是重拳出击,展出多款机器人组合系统。更值得一提的是,新款机器人R-0iA于6月5日现场进行了全球首发,并演示实际焊接,绽放FANUC机器人的焊接魅力。新品机器人R-0iA是弧焊专用机型,其机身设计紧凑、小巧,整体结构超轻量。
热门知识
fanuc控制器-
话题: 地产家居snn1230676
-
话题: 工程造价TT58585688
精华知识
fanuc控制器-
话题: 地产家居chenqi200977
最新知识
fanuc控制器-
话题: 电气工程guanjintao
相关问答
fanuc控制器-
话题: 装修工程cyclonecylll

fanuc控制器相关专题
- 德国VOLFA电子尺
- BFA电动阀门控制器怎么安装
- FA2-4/1BEK-6调速开关接线方法
- mifare模块
- liufan矩阵
- 工业fa镜头
- fanuc控制器
- fa镜头
- fas系统
- fanuc电路板
- 状态优化的I~2C总线主控制器的FPGA设计
- 以单片机为主控制器的交流变频调速系统的设计及应用
- 光控长延时LED路灯控制器与设计斯密特触发器
- 关于可编程序控制器(PLC)在电气控制环节中应用
- 基于ARM和CC-Link现场总线工位控制器设计
- 基于DSP智能断路器主控制器显示模块设计与实现
- 基于ADuC812单片机干式变压器多点温度控制器
- 基于PL3106路灯控制器在农村路灯系统中应用
- 基于Agent控制器单路口信号灯学习控制方法
- 基于PLC和模糊控制电动机软启动控制器设计
- 基于TMS320F28335视频跟踪主控制器设计
- 基于C8051F060单片机分离时序控制器设计
- 基于C8051F040和CAN总线液位控制器设计
- 基于S7-300可编程控制器变电站自动化系统设计
- 基于STC12C5410AD太阳能路灯控制器设计
- 关于防盗报警控制器产品强制性认证检测项目解释说明
- 基于MC9S08QG8低端微控制器无线控制器设计