




二氧化碳气体保护焊工艺 1.准备工作 1.1 焊丝 a.焊丝的选择 b.焊丝的质量 焊丝表面必须光滑平整,不应有毛刺、划痕、锈蚀和氧化皮等, 也不应有对焊接性能或焊接设备操作性能具有不良影响的杂质。 焊丝 的镀铜层要均匀牢固, 用缠绕法检查镀铜层的结合力时, 应不出现鳞 与剥落现象。焊丝的挺度应使焊丝均匀连续送进。 1.2 二氧化碳气体 a.纯度 二氧化碳的纯度不应低于 99.5﹪(体积法),其含水量不超过 0.005 ﹪(重量法)。 b.使用 焊接前应放出一部分气体, 检查其是否潮湿。气瓶中的压力降到 1Mpa 时,应停止用气。 1.3电焊机 母材厚度 母材厚度≤ 4mm 母材厚度≥ 4mm 焊丝直径 0.5-1.2mm 1.0-1.6mm 焊接机在使用前应能电检验,其各电气开关、指示灯应灵活、好用。 送丝机构尖送丝连续、 均匀,并根据要焊的零部件选择适当的焊接电 流及电压。 2.工
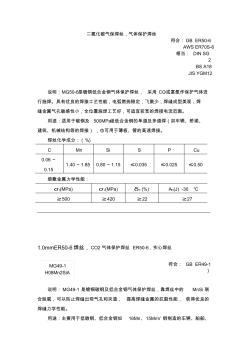
二氧化碳气保焊丝,气体保护焊丝 符合:GB ER50-6 AWS ER70S-6 相当: DIN SG 2 BS A18 JIS YGM12 说明:MG50-6是镀铜低合金钢气体保护焊丝, 采用 CO2或富氩作保护气体进 行施焊。具有优良的焊接工艺性能,电弧燃烧稳定,飞溅少,焊缝成型美观,焊 缝金属气孔敏感性小,全位置施焊工艺好,可适宜较宽的焊接电流范围。 用途:适用于碳钢及 500MPa级低合金钢的单道及多道焊(如车辆、桥梁、 建筑、机械结构等的焊接) ,也可用于薄板、管的高速焊接。 焊丝化学成分:(%) C Mn Si S P Cu 0.06~ 0.15 1.40~1.85 0.80~1.15 ≤0.035 ≤0.025 ≤0.50 熔敷金属力学性能: σb(MPa) σ s(MPa) δ5 (%) AKV(J) -30 ℃ ≥500 ≥420 ≥22 ≥27
热门知识
二氧化碳焊丝牌号-
话题: 工程造价myelephent
-
话题: 地产家居juanguo2006
-
话题: 地产家居broadthink
精华知识
二氧化碳焊丝牌号-
话题: 工程造价sacysacy01
-
话题: 工程造价baoweier888
最新知识
二氧化碳焊丝牌号二氧化碳焊丝牌号相关专题
- 阳光二氧化氯发生器价格
- 家用二氧焊机价格怎么选
- 工业级二氧化碳多少钱一吨
- 工业用二氧化碳多少钱一瓶
- 二氧化硫减排量的计算
- 二氧化氯价格
- 二氧化碳钢瓶的TP表示什么
- 二氧化氯多少钱一吨
- 二氧化氯发生器套什么定额
- 二氧化碳焊机怎么焊薄板
- 变电构架中Q235~Q420牌号角钢和钢管适用性分析
- 变形铝及铝合金国际四位数字体系牌号及化学成分
- 常用国内外钢材牌号对照表--碳素工具钢、合金工具钢
- 巴赛尔提供增强抗慢性裂纹增长的PE100管道牌号
- 不锈钢丝的类别不锈钢丝最新牌号交货状态和代号
- 不同牌号高密度聚乙烯(HDPE)管材及管件的焊接
- 各国结构钢工具钢不锈钢材料牌号标号对照表
- 各国不锈钢牌号和201、202、304牌号特性
- CSP工艺生产高牌号无取向电工钢的组织和夹杂物
- 国内外钢铁及合金牌号统一数字代号表示方法综述
- 304不锈钢化学牌号为06Cr19Ni10旧牌号
- 中低牌号无取向硅钢热轧卷常化技术
- 工业牌号铝合金的超塑性能及微观组织
- Ansoft中常用硅钢及永磁材料牌号说明
- Borealis推出压力管材级PE新牌号
- GB221-2000钢铁产品牌号表示方法
- CSP生产高牌号无取向电工钢常化试验研究
- 二氧化碳焊丝规格
- 二氧化碳焊接
- 二氧化碳焊机焊丝
- 二氧化碳电子液位计
- 二氧化碳电焊机
- 二氧化碳电焊机型号
- 二氧化碳的制取
- 二氧化碳的性质
- 二氧化碳的用途
- 二氧化碳称重机构
- 二氧化碳称重装置
- 二氧化碳符号
- 二氧化碳管道安装施工方案
- 二氧化碳箱
- 二氧化碳细胞培养箱
- 二氧化碳翻盖落地灭火器箱
- 二氧化碳自动喷淋系统
- 二氧化碳自动探火及灭火装置
- 二氧化碳自动灭火器
- 二氧化碳自动灭火嚣启动框架
- 二氧化碳自动灭火嚣启动装置
- 二氧化碳自动灭火嚣喷嘴
- 二氧化碳自动灭火嚣扩口管接头
- 二氧化碳自动灭火嚣泄漏报警嚣
- 二氧化碳自动灭火嚣装置压力开关
- 二氧化碳自动灭火嚣装置安全泄压阀
- 二氧化碳自动灭火嚣装置电嚣接线盒
- 二氧化碳自动灭火嚣装置集散管
- 二氧化碳自动灭火嚣释放阀出管件
- 二氧化碳自动灭火系统:安全阀