




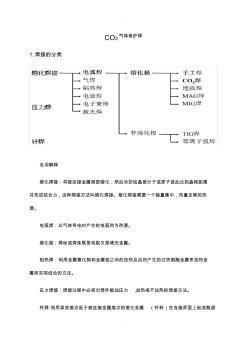
. . CO2气体保护焊 1.焊接的分类 名词解释 熔化焊接:将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离 并形成结合力,这种焊接方法叫熔化焊接。熔化焊接需要一个能量集中,热量足够的热 源。 电弧焊:以气体导电时产生的电弧热为热源。 熔化极:焊丝或焊条既是电极又是填充金属。 铝热焊:利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金 属而实现结合的方法。 压力焊接:焊接过程中必须对焊件施加压力 ,加热或不加热的焊接方法。 钎焊 :利用某些熔点低于被连接金属熔点的熔化金属 (钎料)在连接界面上起流散浸 . . 润作用,然后冷却形成结合力。 2.熔化焊接的主要特征 焊接部位必须采取有效的隔离空气保护,使焊接部位不能和空气接触,以免造成焊 道的成分和性能不良,保护方式有三种:气相、渣相、真空。 熔化焊接的保护方式 保护类型 材料及设施 适用范围 气相保护 气体 C
二氧化碳焊丝材质相关专题
- 阳光二氧化氯发生器价格
- 家用二氧焊机价格怎么选
- 工业级二氧化碳多少钱一吨
- 工业用二氧化碳多少钱一瓶
- 二氧化硫减排量的计算
- 二氧化氯价格
- 二氧化碳钢瓶的TP表示什么
- 二氧化氯多少钱一吨
- 二氧化氯发生器套什么定额
- 二氧化碳焊机怎么焊薄板
- GB150及SAME标准螺栓材质化学成分对照表螺栓
- 民革提案关注四川地震灾区建材质量省政协主席重点督办
- 新型PE警示保护板材质燃气管道警示板燃气保护板
- 常用密封圈材质及特性
- 不锈钢螺丝的材质分类
- 国内外汽车制动系统用球墨铸铁件在材质验收上的差异分析
- 广东不锈钢材及制品、建筑钢材质量合格率仅为61.1%
- SUS304材质的旋转轴焊接热变形实用控制技术解析
- PVDF材质干式气柜双膜气柜的标准尺寸及前期价格预算
- 各国不锈钢材质照表
- JG—2橡胶沥青防水冷胶涂料材质分析和涂膜防水调查
- 多次返修对钢结构Q345B材质接头组织与性能影响
- D342X-10法兰软密封蝶阀材料和材质及用途介绍
- QR8.2.3-01-04A-002材质检验报告
- vrayforsketchup渲染教程材质篇
- 不同材质闸瓦的等效(二次换算)系数近似取值的修正
- 不锈钢无缝管质量证明书不锈钢钢管质量证明书材质单
- 二氧化碳焊丝牌号
- 二氧化碳焊丝规格
- 二氧化碳焊接
- 二氧化碳焊机焊丝
- 二氧化碳电子液位计
- 二氧化碳电焊机
- 二氧化碳电焊机型号
- 二氧化碳的制取
- 二氧化碳的性质
- 二氧化碳的用途
- 二氧化碳称重机构
- 二氧化碳称重装置
- 二氧化碳符号
- 二氧化碳管道安装施工方案
- 二氧化碳箱
- 二氧化碳细胞培养箱
- 二氧化碳翻盖落地灭火器箱
- 二氧化碳自动喷淋系统
- 二氧化碳自动探火及灭火装置
- 二氧化碳自动灭火器
- 二氧化碳自动灭火嚣启动框架
- 二氧化碳自动灭火嚣启动装置
- 二氧化碳自动灭火嚣喷嘴
- 二氧化碳自动灭火嚣扩口管接头
- 二氧化碳自动灭火嚣泄漏报警嚣
- 二氧化碳自动灭火嚣装置压力开关
- 二氧化碳自动灭火嚣装置安全泄压阀
- 二氧化碳自动灭火嚣装置电嚣接线盒
- 二氧化碳自动灭火嚣装置集散管
- 二氧化碳自动灭火嚣释放阀出管件