




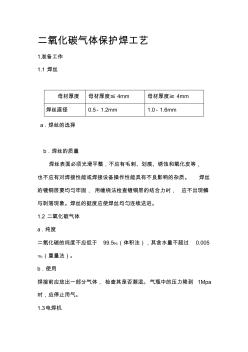
二氧化碳气体保护焊工艺 1.准备工作 1.1 焊丝 a.焊丝的选择 b.焊丝的质量 焊丝表面必须光滑平整,不应有毛刺、划痕、锈蚀和氧化皮等, 也不应有对焊接性能或焊接设备操作性能具有不良影响的杂质。 焊丝 的镀铜层要均匀牢固, 用缠绕法检查镀铜层的结合力时, 应不出现鳞 与剥落现象。焊丝的挺度应使焊丝均匀连续送进。 1.2 二氧化碳气体 a.纯度 二氧化碳的纯度不应低于 99.5﹪(体积法),其含水量不超过 0.005 ﹪(重量法)。 b.使用 焊接前应放出一部分气体, 检查其是否潮湿。气瓶中的压力降到 1Mpa 时,应停止用气。 1.3电焊机 母材厚度 母材厚度≤ 4mm 母材厚度≥ 4mm 焊丝直径 0.5-1.2mm 1.0-1.6mm 焊接机在使用前应能电检验,其各电气开关、指示灯应灵活、好用。 送丝机构尖送丝连续、 均匀,并根据要焊的零部件选择适当的焊接电 流及电压。 2.工
热门知识
二手二氧化碳焊机-
话题: 室内设计w373578129
-
话题: 地产家居jc_北京市顺义区建筑设计所
精华知识
二手二氧化碳焊机-
话题: 地产家居broadthink
-
话题: 工程造价baoweier888
-
话题: 工程造价sacysacy01
最新知识
二手二氧化碳焊机二手二氧化碳焊机相关专题
- 怎样选购二手挖掘机好
- 长沙二手消防器材
- 西安哪里收二手木门
- 现代二手挖掘机哪里便宜
- 现代二手挖掘机哪个品牌好
- 二手壁纸上胶机140公分宽
- 二手房改造,怎么设计才好
- 二手房燃气改造注意事项
- 二手挖掘机哪家好
- 二手水泥活动房模具
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国电器工业协会电焊机分会第七届会员大会
- 中国电器工业协会电焊机分会五届五次理事会
- 中国电器工业协会电焊机分会四届八次理事会会议纪要
- 基于LQR剪切—闪光对焊机位置伺服控制建模与仿真
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 国电酒泉热电厂二氧化碳气体消防工程施工项目组织设计
- 西藏电焊工中级二氧化碳气保焊接考试试卷
- 中国电器工业协会电焊机分会六届五次常务理事会会议纪要
- 埋弧焊机安全操作规程
- 切割机、电焊机、台钻、电焊机操作规范安全操作规程要点
- 电镀槽用导电膏、缝焊机导电脂、打印机导电脂
- 二氧化碳灭火器相关标准
- 二氧化碳灭火器检查方法
- 丹东造纸厂引进的二手纸机生产线及其重新安装工艺设计简介
- 太阳能辅助空气源跨临界二氧化碳热泵热水与空调系统初探
- 常规不锈钢带激光焊机技术协议