




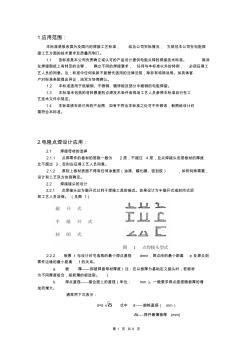
第 1 页 共 9 页 1.应用范围: 本标准是吸收国外及国内的焊接工艺标准, 结合公司实际情况, 为规范本公司在电阻焊 接工艺方面的技术要求及质量而制订。 1.1 该标准是本公司负责确立或认可的产品设计提供电阻点焊的焊接技术标准。 除非 在焊接图纸上有特定的注释, 确立不同的焊接要求, 任何与本标准以外的特例, 必须征得工 艺人员的同意。注:标准中任何条款不能替代适用的法律法规,除非有特殊说明。如具体客 户对标准条款提出异议,由双方协商确认。 1.2 本标准适用于低碳钢、不锈钢、镀锌板及部分中碳钢的电阻焊接。 1.3 本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工 艺技术文件中规定。 1.4 本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计时 需符合本标准。 2.电阻点焊设计应用: 2.1 焊接母材的选择 2.1.1 点焊零件的板材的层数一般
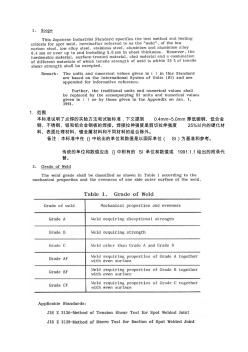
1. 范围 本标准说明了点焊的实验方法和试验标准,下文提到 0.4mm~5.0mm 厚低碳钢、低合金 钢、不锈钢、铝和铝合金钢板的焊接。焊接拉伸强度是剪切拉伸强度 25%以内的硬化材 料、表面处理材料、镀金属材料和不同材料的组合除外。 备注:本标准中在 {} 中给出的单位和数值是以国际单位( SI)为基准和参考。 传统的单位和数值应由 {} 中附有的 SI 单位和数值或 1991.1.1给出的附录代 替。 2. 焊缝类别 焊缝应按机械性能和焊缝一侧外部表面的平滑度分类,如表 1 所示。 表 1 焊缝等级 焊缝类别 机械性能和平滑度 A 无强度要求 B 有强度要求 C 不同于 A 和 B AF 需要 A 级和表面平滑 BF 需要 B 级和表面平滑 CF 需要 C级和表面平滑 可用标准 JIS Z 3136——点焊接头拉伸剪切试验方法 JIS Z 3139——点焊接头宏观试验方法 3. 试验
热门知识
电阻焊变压器-
话题: 工程造价tomlikeapple
精华知识
电阻焊变压器-
话题: 工程造价wangchao8505
最新知识
电阻焊变压器-
话题: 工程造价aishen00long
电阻焊变压器相关专题
- 两电阻并联怎么算总电阻
- 怎样才算是小电阻接地系统
- 直流电机启动电阻计算公式
- 接地电阻测试仪多少钱
- 国标电线的电阻是多少
- 工程中接地钢筋电阻是多少
- 硅钢的电阻率是多少
- 无氧铜杆的电阻率怎么计算
- 五色环电阻计算
- 五色环电阻计算器
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国焊接学会堆焊及表面工程专委会
- 整流变压器技术规格书(2016.7.5定稿)资料
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 改进型Vv牵引变压器及其牵引供电系统仿真
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 调整焊管工业结构
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 抑制TCR隔离变压器磁通饱和控制算法与应用
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 改造主降压变电站变压器提高供电质量和运行可靠性
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 华中科技大学硕士学位论文变压器在线状态监测系统
- 基于Fluent油流模型油浸式变压器绕组温升计算