




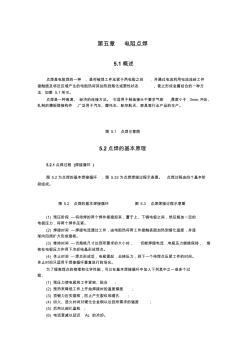
第五章 电阻点焊 5.1概述 点焊是电阻焊的一种 , 是将被焊工件压紧于两电极之间 , 并通过电流利用电流流经工件 接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态 , 使之形成金属结合的一种方 法, 如图 5.1所示。 点焊是一种高速、 经济的连接方法。 它适用于制造接头不要求气密 ,厚度小于 3mm,冲压、 轧制的薄板搭接构件 ,广泛用于汽车、摩托车、航空航天、家具等行业产品的生产。 图 5.1 点焊示意图 5.2点焊的基本原理 5.2.1点焊过程 (焊接循环 ) 图 5.2为点焊的基本焊接循环 , 图 5.33为点焊焊接过程示表图。 点焊过程由四个基本阶 段组成。 图 5.2 点焊的基本焊接循环 图 5.3 点焊焊接过程示意图 (1) 预压阶段 —将待焊的两个焊件搭接起来,置于上、下铜电极之间,然后施加一定的 电极压力,将两个焊件压紧。 (2) 焊接时间 —焊接电流通过工件,由
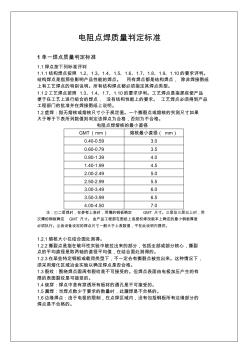
电阻点焊质量判定标准 1单一焊点质量判定标准 1.1焊点按下列标准评判 1.1.1结构焊点按照 1.2、1.3、1.4、1.5、1.6、1.7、1.8、1.9、1.10的要求评判。 结构焊点是指那些影响产品性能的焊点。 所有焊点都是结构焊点, 除非焊接图纸 上有工艺焊点的特别说明。所有结构焊点都必须指定其焊点类型。 1.1.2工艺焊点按照 1.3、1.4、1.7、1.10的要求评判。工艺焊点是指那些使产品 便于在工艺上进行组合的焊点, 没有结构性能上的要求。 工艺焊点必须得到产品 工程部门的批准并在焊接图纸上说明。 1.2虚焊:指无熔核或熔核尺寸小于规定值。一个撕裂点或熔核的实测尺寸如果 大于等于下表所列数值则判定该焊点为合格,否则为不合格。 电阻点焊熔核的最小直径 GMT(mm) 熔核最小直径( mm) 0.40-0.59 3.0 0.60-0.79 3.5 0.80-1.39 4.
热门知识
电阻点焊试焊片精华知识
电阻点焊试焊片-
话题: 工程造价凝宁ningning
-
话题: 地产家居shengan123
最新知识
电阻点焊试焊片-
话题: 地产家居yhxdjscly998
-
话题: 建筑施工fengshufeng
-
话题: 地产家居huangweion
电阻点焊试焊片相关专题
- 两电阻并联怎么算总电阻
- 怎样才算是小电阻接地系统
- 直流电机启动电阻计算公式
- 接地电阻测试仪多少钱
- 国标电线的电阻是多少
- 工程中接地钢筋电阻是多少
- 硅钢的电阻率是多少
- 无氧铜杆的电阻率怎么计算
- 五色环电阻计算
- 五色环电阻计算器
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 中国大唐集团公司集控值班员考核试题库锅炉运行
- 地面蓄水试验记录
- 原材料(设备)合格证、试验报告汇总表碎石
- 乍嘉苏高速公路改性沥青SMA—13面层试验段施工
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 中国华电集团公司水电工程招标管理实施细则(试行)
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 建造师等职业资格证考试
- 在城乡统筹就业和劳动社会保障试点工作会议上的讲话
- 乍嘉苏高速公路改性沥青SMA-13面层试验段施工
- 基于CMOS工艺的二维风速传感器的设计和测试
- 云母含量对风化花岗岩路基土工程性质影响的试验
- 一体化载体循环生物处理设备处理生活污水的中试
- 中电三十八所无线测试塔工程复合土钉墙支护施工方案