




镀锌角铁焊接规范 篇一:角铁施工方案 一、 施工准备 1. 根据图纸设计要求部分 GRC构件内需要采用钢架结构。 2. 材料采用 50*50 镀锌角钢。 3. 主要机具:电焊机、砂轮切割机、电锤及现场施工手工 工具等。 二、作业条件 1. 熟悉图纸,对加工材料和安装工艺进行技术交底。 2. 在加工钢架前要熟悉图纸, 考虑和安装相结合进行焊接 钢架。 3. 焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一 致。 4. 焊接角度:根据两焊件的厚度确定,焊接角度有两个方 面,一是焊条与焊接前进方向的夹角为 60~75°;二是焊条 与焊接左右夹角有两种情况,当焊件厚度相等时,焊条与焊 件夹角均为 45°;当焊件厚度不等时, 焊条与较厚焊件一侧 夹角应大于焊条与较薄焊件一侧夹角。 5. 清渣:整条焊缝焊完后清除熔渣,经焊工自检(包括尺 寸和外观)确无问题后,方可转移地点继续施工。
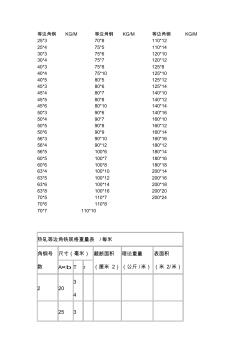
等边角钢 KG/M 等边角钢 KG/M 等边角钢 KG/M 25*3 70*8 110*12 25*4 75*5 110*14 30*3 75*6 120*10 30*4 75*7 120*12 40*3 75*8 125*8 40*4 75*10 125*10 40*5 80*5 125*12 45*3 80*6 125*14 45*4 80*7 140*10 45*5 80*8 140*12 45*6 80*10 140*14 50*3 90*6 140*16 50*4 90*7 160*10 50*5 90*8 160*12 50*6 90*9 160*14 56*3 90*10 160*16 56*4 90*12 180*12 56*5 100*6 180*14 60*5 100*7 180*16 60*6 100*8 180*18 63*4
热门知识
镀锌角铁理论重量-
话题: 地产家居lizhixingfu
-
话题: 地产家居luohui1989
精华知识
镀锌角铁理论重量-
话题: 装修工程qq944593709
最新知识
镀锌角铁理论重量-
话题: 地产家居liujiepolo
镀锌角铁理论重量相关专题
- 栏杆镀锌管
- 蓝白镀锌的工艺流程
- 烙铁焊镀锌铁皮
- 冷镀锌方管多少钱一根
- 冷镀锌方管价格一般是多少
- 冷镀锌钢材为什么会生锈
- 冷轧钢板与镀锌钢板的区别
- 磷化液对镀锌钢板除油
- 中山镀锌线管品牌有哪些
- 铸铁为什么不可以镀锌
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 政府与社会资本合作(PPP)项目审计监督理论
- 在划分多种专业性作业条件下工程施工组织优化理论…
- 中国古典诗歌意象创造理论对当代建筑创作构思的启示
- 圆钢方钢尺寸重量偏差标准GB-t702-2004
- 基于粗糙集和灰聚类理论的IT项目评标决策模型
- 中国建筑学会建筑理论与创作学组学术年会
- 新型基础滑移隔震框架结构体系的理论分析
- 基于粗糙集理论的工程项目招标风险分析方法
- 应用TRIZ理论对钢丝绳电动葫芦导绳器的改进设计
- 应用径流随机模拟理论水电站电能指标的抽样误差
- 公路造价师考试基础理论及法规公路基本建设程序试题
- 工程建设监理论文浅谈当前工程监理主要问题及对策
- 关于ESP理论在高职轨道交通英语教学中应用
- 关于钢筋混凝土结构裂缝原因及其控制理论比较
- 公共选择理论在完善我国政府投资项目决策机制中应用
- 基于HSE理论分布式能源站施工安全设计与管理