




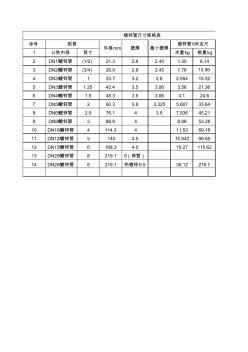
序号 1 公称内径 英寸 米重kg 根重kg 2 DN15镀锌管 (1/2) 21.3 2.8 2.45 1.35 8.14 3 DN20镀锌管 (3/4) 26.9 2.8 2.45 1.76 10.56 4 DN25镀锌管 1 33.7 3.2 2.8 2.554 15.32 5 DN32镀锌管 1.25 42.4 3.5 3.06 3.56 21.36 6 DN40镀锌管 1.5 48.3 3.5 3.06 4.1 24.6 7 DN50镀锌管 2 60.3 3.8 3.325 5.607 33.64 8 DN65镀锌管 2.5 76.1 4 3.5 7.536 45.21 9 DN80镀锌管 3 88.9 4 8.88 53.28 10 DN100镀锌管 4 114.3 4 11.53 69.18 11 DN125镀锌管 5 140 4.5 15.942 98.65 12 DN15
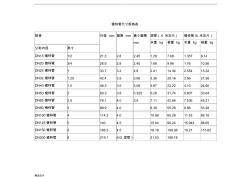
. 精选范本 镀锌管尺寸规格表 规格 外径 mm 壁厚 mm 最小壁厚 焊管( 6 米定尺) 镀锌管 (6 米定尺) mm 米重 kg 根重 kg 米重 kg 根重 kg 公称内径 英寸 DN15 镀锌管 1/2 21.3 2.8 2.45 1.28 7.68 1.357 8.14 DN20 镀锌管 3/4 26.9 2.8 2.45 1.66 9.96 1.76 10.56 DN25 镀锌管 1 33.7 3.2 2.8 2.41 14.46 2.554 15.32 DN32 镀锌管 1.25 42.4 3.5 3.06 3.36 20.16 3.56 21.36 DN40 镀锌管 1.5 48.3 3.5 3.06 3.87 23.22 4.10 24.60 DN50 镀锌管 2 60.3 3.8 3.325 5.29 31.74 5.607 33.64 DN65 镀锌
热门知识
镀锌角铁尺寸规格表-
话题: 地产家居luohui1989
-
话题: 地产家居liujiepolo
-
话题: 地产家居lizhixingfu
精华知识
镀锌角铁尺寸规格表-
话题: 地产家居river1999cn
-
话题: 室内设计chengyamin
最新知识
镀锌角铁尺寸规格表-
话题: 工程造价caicaistrive
-
话题: 工程造价LIXUJINGFANG
镀锌角铁尺寸规格表相关专题
- 栏杆镀锌管
- 蓝白镀锌的工艺流程
- 烙铁焊镀锌铁皮
- 冷镀锌方管多少钱一根
- 冷镀锌方管价格一般是多少
- 冷镀锌钢材为什么会生锈
- 冷轧钢板与镀锌钢板的区别
- 磷化液对镀锌钢板除油
- 中山镀锌线管品牌有哪些
- 铸铁为什么不可以镀锌
- 以MSP430FW427为核心的远程数字水表设计
- 圆管涵工程数量表(20201022195115)
- 原材料(设备)合格证、试验报告汇总表碎石
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中国造船工程学会第六次全国会员代表大会在大连举行
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中国焊接学会堆焊及表面工程专委会
- 指路标志(里程碑和百米碑)施工记录表
- 整流变压器技术规格书(2016.7.5定稿)资料
- 引水隧洞工程中热应力中对围岩表层稳定性的影响分析
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 圆钢管通用规格表(20201009124910)
- 在中国水利工程协会第三次全国会员代表大会上的讲话
- 云南省建筑专业技术职务任职职称推荐评审表填写范例
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 在肥东县卫生局2010年工作总结表彰大会上的讲话
- 支护工程钢腰梁、混凝土腰梁检验批质量验收记录表