




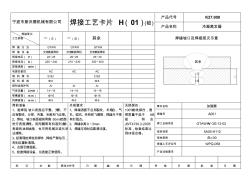
宁波市斯沃德机械有限公司 焊接工艺卡片 H(01)(临) 产品代号 K27.000 产品名称 冷凝蒸发器 焊接层次 工艺参数 一(正) 一(反) 其余 焊缝坡口及焊接层次示意 焊 接 方 法 GTAW GTAW GTAW 1正 1反 其余 焊 接 设 备 交流氩弧焊机 交流氩弧焊机 交流氩弧焊机 焊接电压( V) 22~25 20~25 25~30 焊接电流( A) 220~240 210~230 300~400 焊接速度( m/m) 电源及极性 AC AC AC 填 料 牌 号 5183 5183 填 料 规 格 Φ6 Φ6 焊剂或保护剂 Ar Ar Ar 气体流量( L/min) 14~16 14~16 14~16 喷嘴直径( m m) Φ16 Φ 16 Φ16 钨棒直径( m m) Φ6 Φ6 Φ6 焊前准备: 1、施焊前,坡口表面应平整、光滑、不 应有裂纹、分层、夹渣

12 东南 -PD-2005-94 9 序号 报告名称 报告编号 页数 1 建筑钢结构焊接工艺评定报告 (钢板横对接 /气保焊 Q235Bδ=20mm) 东南 -PD-2009-37 10 2 建筑钢结构焊接工艺评定报告 (角接接头对接 /Q235Bδ=20mm) 东南 -PD-2009-38 9 3 建筑钢结构焊接工艺评定报告 (钢板对接 /气保焊 Q235Bδ=20mm) 东南 -PD-2009-39 10 4 建筑钢结构焊接工艺评定报告 (钢板对接 /气保焊 Q235B+Q345B δ=25mm) 东南 -PD-2009-40 10 5 建筑钢结构焊接工艺评定报告 (T形对接与角接组合焊 Q235B δ=20mm) 东南 -PD-2009-41 10 6 建筑钢结构焊接工艺评定报告 (T 形对接与角接组合焊 /气保焊 Q235B δ=20mm+Q345Bδ=50mm) 东南 -PD-
大学焊接工艺品图片相关专题
- 大学学生食堂方案设计
- 大学生建筑设计竞赛作品
- 大学学校单体建筑设计文本
- 长安大学道路勘测设计
- 德国室内设计大学排名
- 大学宿舍可以贴墙纸吗
- 厦门大学校园平面图
- 上海交通大学平面图
- 武汉大学综合楼平面图
- 北京交通大学平面图
- 争创一流大学-同济大学副校长建筑学家李国强访谈录
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 中国地质大学(北京)综合游泳馆钢网架结构施工技术
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 云南师范大学呈贡校区体育训练馆工程高支模施工管理
- 中国工程建设焊接协会全国优秀焊接工程
- 应用技术大学转型背景下金属材料工程专业的课程改革
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 中国矿业大学采矿工程安全工程矿井通风毕业设计论文
- 中国石油大学华东化学反应工程在线作业
- 中国矿业大学深部岩土力学与地下工程国家重点实验室
- 关于900t铁路架桥机钢结构焊接工艺采用标准