
- 首页 >
- > 镀锌工艺与煮黑工艺的区别
更新时间:2025.05.11





钢铁热镀锌基本生产工艺规格及检测标准 前提 待镀件表面必须无杂质,如油漆、油腻、焊渣等都无法酸洗,去除之物,如有发现,应 在酸洗之前去除。 酸洗 (1)待镀件在酸洗液中浸泡数水时之后,待表面无氧化层之后,从酸洗液中取出。酸液的浓度 和酸洗的时间由责任人控制。 (2)待镀件从酸液中取出后,再在清水中浸泡 2-3 分钟,进行清洗处理,使待镀件表面无初酸 洗液,无任何杂质粘附手上,经责任人认定后发往涂溶剂池,如发现有氧化层还没酸洗掉, 应立 即返酸。 涂溶剂 (1)涂溶剂为氧化锌 -- 氯化铵合液,待镀件经酸洗、清洗后,经有关责任人认定合格,再在涂 溶剂中浸泡 2-3 分钟(如涂溶剂池小,使待镀件无法浸泡的,可采用泼浇处理,但必须细致)。 (2)涂溶剂必须每个班次进行检测,经有关责任人认定后,方可使用。 烘干: (1)烘台上每个班下班之前必须进行清理,每个班的烘缸人员在对待镀件上进行烘干操作前,
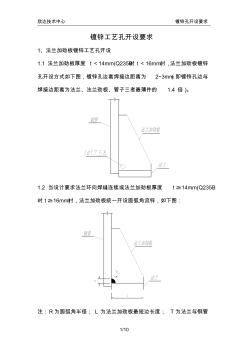
欣达技术中心 镀锌孔开设要求 1/10 镀锌工艺孔开设要求 1、法兰加劲板镀锌工艺孔开设 1.1 法兰加劲板厚度 t<14mm(Q235B时 t<16mm)时,法兰加劲板镀锌 孔开设方式如下图,镀锌孔边离焊接边距离为 2~3mm(即镀锌孔边与 焊接边距离为法兰、法兰劲板、管子三者最薄件的 1.4 倍)。 1.2 当设计要求法兰环向焊缝连续或法兰加劲板厚度 t≥14mm(Q235B 时 t≥16mm)时,法兰加劲板统一开设圆弧角流锌,如下图: 注:R为圆弧角半径; L 为法兰加劲板最短边长度; T为法兰与钢管 欣达技术中心 镀锌孔开设要求 2/10 的焊缝高度; t 为法兰加劲板厚度; h 为当管壁与法兰板两者薄件厚 度。 当管壁与法兰板两者薄件厚度 h< 14mm(Q235B时 h< 16mm)时, R=25mm,其中当 R大于 L/3 时,R的取值范围为 (T+8)≤R≤L/3。 当
热门知识
镀锌工艺与煮黑工艺的区别-
话题: 地产家居jj03031000
-
话题: 工程造价gao0913jun
精华知识
镀锌工艺与煮黑工艺的区别-
话题: 工程造价squallmoon3
最新知识
镀锌工艺与煮黑工艺的区别
专题概述
镀锌工艺与煮黑工艺的区别知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关镀锌工艺与煮黑工艺的区别最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:镀锌工艺与煮黑工艺的区别
相关话题
资料下载
相关资讯
镀锌工艺与煮黑工艺的区别相关专题
- 栏杆镀锌管
- 蓝白镀锌的工艺流程
- 烙铁焊镀锌铁皮
- 冷镀锌方管多少钱一根
- 冷镀锌方管价格一般是多少
- 冷镀锌钢材为什么会生锈
- 冷轧钢板与镀锌钢板的区别
- 磷化液对镀锌钢板除油
- 中山镀锌线管品牌有哪些
- 铸铁为什么不可以镀锌
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中国工程图学学会成立工程与制造系统集成化分会
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 镀锌勾花网重量计算公式
- 镀锌构建多少钱
- 镀锌管5寸6寸8寸外径是多少
- 镀锌管DN80的壁厚是多少
- 镀锌管安装配件机器
- 镀锌管道需要算管件吗
- 镀锌管的尺寸
- 镀锌管的尺寸规格
- 镀锌管的规格换算
- 镀锌管的焊接要注意什么
- 镀锌管的换算公式
- 镀锌管的连接方法有几种
- 镀锌管的耐压是多少
- 镀锌管敷设需要跨接地线吗
- 镀锌管割刀有哪几种
- 镀锌管沟槽连接管件问题
- 镀锌管国标厚度是多少
- 镀锌管焊接后如何冷镀锌
- 镀锌管焊接如何防腐
- 镀锌管焊口面积
- 镀锌管和镀锌钢管
- 镀锌管和镀锌钢管的区别
- 镀锌管件的使用寿命
- 镀锌管件是用哪个标准号
- 镀锌管件中有没有3
- 镀锌管可不可以焊接
- 镀锌管可以焊接
- 镀锌管连接的方法
- 镀锌管埋地怎么套定额
- 镀锌管每米价格是多少