
- 首页 >
- > 镀锌钢管卡箍连接问题
更新时间:2025.02.16




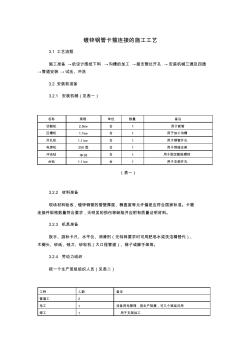
镀锌钢管卡箍连接的施工工艺 3.1 工艺流程 施工准备 →依设计图纸下料 →沟槽的加工 →接支管处开孔 →安装机械三通及四通 →管道安装 →试压、冲洗 3.2 安装前准备 3.2.1 安装机械(见表一) 名称 规格 单位 数量 备注 切割机 2.5kw 台 1 用于断管 压槽机 1.1kw 台 1 用于加工沟槽 开孔机 1.1 kw 台 1 用于钢管开孔 电焊机 250 型 台 1 用于焊接支架 冲击钻 Φ38 台 1 用于固定膨胀螺栓 台钻 1.1 kw 台 1 用于支架开孔 (表一) 3.2.2 材料准备 现场材料验收,镀锌钢管的管壁厚度、椭圆度等允许偏差应符合国家标准。卡箍 连接件规格数量符合要求,无明显的损伤等缺陷并应附有质量证明材料。 3.2.3 机具准备 扳手、游标卡尺、水平仪、润滑剂(无特殊要求时可用肥皂水或洗洁精替代)、 木榔头、砂纸、锉刀、砂轮机(大口径管道)、梯子或脚手

热门知识
镀锌钢管卡箍连接问题精华知识
镀锌钢管卡箍连接问题-
话题: 工程造价xiaofei1029
-
话题: 工程造价zzz2006815
最新知识
镀锌钢管卡箍连接问题-
话题: 工程造价weibinzhou
-
话题: 工程造价fuchengqwe
相关问答
镀锌钢管卡箍连接问题-
话题: 造价软件sdfsdfsdfdfs
-
话题: 造价管理ys11110815
-
话题: 工程造价kjwangbing
-
话题: 计价依据tangdongl126

专题概述
镀锌钢管卡箍连接问题知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关镀锌钢管卡箍连接问题最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:镀锌钢管卡箍连接问题
相关话题
资料下载
相关资讯
镀锌钢管卡箍连接问题相关专题
- 栏杆镀锌管
- 蓝白镀锌的工艺流程
- 烙铁焊镀锌铁皮
- 冷镀锌方管多少钱一根
- 冷镀锌方管价格一般是多少
- 冷镀锌钢材为什么会生锈
- 冷轧钢板与镀锌钢板的区别
- 磷化液对镀锌钢板除油
- 中山镀锌线管品牌有哪些
- 铸铁为什么不可以镀锌
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 有关建筑工程造价管理面临的问题与其处理手段
- 以BIM为基础的装配式建筑全生命周期管理问题
- 在建筑行业建立农民工工资保证金制度若干问题的思考
- 中国水环境污染治理社会化资金投入现状、问题与对策
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 园林景观工程在推进城乡宜居环境建设中的问题及思考
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 应用贵州省雨洪公式计算施工期设计洪水需注意的问题
- 在线解答合同、FIDIC、清单、工程管理问题实况
- 制定机械加工劳动定额切削用量时间标准若干问题
- 医院手术部新风机组盘管冬季冻裂问题分析及防止方法
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 智能建筑工程监理过程中的几个问题及处理方法
- 引水隧洞TBM开挖施工质量控制及问题处理对策
- 有关公路工程BOT建设项目财务管理若干问题的思考
- 有关工程造价预结算审核存在问题及其解决对策
- 镀锌钢管可以焊接
- 镀锌钢管快速接头怎么连接
- 镀锌钢管连接方式规范
- 镀锌钢管市场价格
- 镀锌钢管是不是不锈钢管
- 镀锌钢管刷冷底子油
- 镀锌钢管刷油
- 镀锌钢管刷油除锈
- 镀锌钢管刷油问题
- 镀锌钢管算量
- 镀锌钢管套价
- 镀锌钢管弯头套什么定额
- 镀锌钢管为什么6米长
- 镀锌钢管问题
- 镀锌钢管现在什么价格
- 镀锌钢管需要防腐
- 镀锌钢管需要刷防锈漆吗
- 镀锌钢管一吨等于多少米
- 镀锌钢管一吨多少米
- 镀锌钢管引地面、墙及楼板
- 镀锌钢管用什么方法切割最
- 镀锌钢管有DN300的
- 镀锌钢管有DN75的
- 镀锌钢管有哪几种规格
- 镀锌钢管与不锈钢管的差别
- 镀锌钢管与镀锌钢导管
- 镀锌钢管怎么对接
- 镀锌钢管怎么计算重量
- 镀锌钢管怎样制作喇叭口
- 镀锌钢绞丝7/1.8-2.2什么意思