




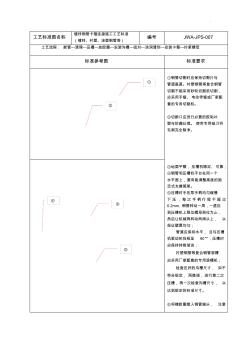
. 工艺标准图名称 镀锌钢管卡箍连接施工工艺标准 (镀锌、衬塑、涂塑钢管等) 编号 JWA-JPS-007 工艺流程: 断管—清理—压槽—放胶圈—安装沟槽—组对—涂润滑剂—安装卡箍—拧紧螺母 标准参考图 标准要求 ①钢管切割时应保持切割片与 管道垂直。衬塑钢管等复合钢管 切割不能采用砂轮切割机切割, 应采用手锯、电动带锯或厂家配 套的专用切割机。 ②切断口应进行必要的胶粘补 塑与防腐处理。 使用专用锉刀将 毛刺完全除净。 ③地面平整,压槽机稳定、可靠; ④钢管和压槽机平台在同一个 水平面上,要有能调整高度的固 定式支撑尾架。 ⑤压槽时手压泵手柄均匀缓慢 下 压,每次 手柄行 程不超 过 0.2mm,钢管转动一周,一直压 到压槽机上限位螺母到位为止, 然后让机械再转动两周以上, 以 保证壁厚均匀; 管道应保持水平, 且与压槽 机驱动轮挡板呈 90°,压槽时 应保持持续渐进; 衬塑钢管等复

将特殊配方的聚氯乙烯(PVO)或其它塑料,经特殊加工工艺,包在镀锌金属软管的外层,即成包塑金属软管。这种包塑金属软管,除具有普通镀锌金属软管的许多优点外,还具有安全、防水、防尘、防蚀、柔软性好、耐振动及抗老化等特点。外型美观、色彩齐全、联接方
热门知识
镀锌包塑管卡精华知识
镀锌包塑管卡-
话题: 工程造价fuchengqwe
最新知识
镀锌包塑管卡-
话题: 装修工程lxf5201314
-
话题: 计价依据zhaoguotao
镀锌包塑管卡相关专题
- 栏杆镀锌管
- 蓝白镀锌的工艺流程
- 烙铁焊镀锌铁皮
- 冷镀锌方管多少钱一根
- 冷镀锌方管价格一般是多少
- 冷镀锌钢材为什么会生锈
- 冷轧钢板与镀锌钢板的区别
- 磷化液对镀锌钢板除油
- 中山镀锌线管品牌有哪些
- 铸铁为什么不可以镀锌
- 应用CSP热轧卷生产的冷轧与镀锌产品常见缺陷分析
- 国产无缝钢管和镀锌钝化技术在汽车制动管上应用试验
- 广州JFE40万t/年热镀锌工程深基坑开挖变形监测
- 合金化镀锌薄板CO_2短路过渡电弧焊工艺适应性
- 卡压式薄壁不锈钢管施工技术薄壁不锈钢管卡压式连接
- 某钢铁公司镀锌、彩涂板卷项目职业病危害控制效果评价
- 基于温度控制感应加热式扶手钢管包塑滚花一体成型线
- GB-T-3091-93-低压流体输送用镀锌焊接钢管
- 塑料管卡软管卡箍绝缘塑料卡箍
- 0高强度镀锌钢丝绳的生产
- U型管卡、法兰螺栓标准
- GBT13912-2002金属覆盖层钢铁制件热浸镀锌层
- 大口径长输天然气管道阀室引压管卡套失效的危害及处理技术
- 外墙外保温岩棉板体系涂料饰面施工工艺镀锌钢丝网网格布
- 单面彩钢酚醛复合风管与镀锌铁皮风管的性能比较复习过程
- 极好的耐腐蚀Zn-Al-Mg-Si合金热浸镀锌薄钢板
- 涂色镀锌钢板门窗安装检验批质量验收记录