




维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com
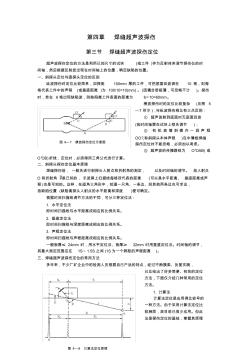
第四章 焊缝超声波探伤 第三节 焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块 (或工件 )作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测 100mm 厚的工件,可把底面回波调在 10 格,则每 格代表工件中的声程 (或垂直距离 )为 100/10=10(mm) 。 (因耦合层极薄,可忽略不计 )。探伤 时,若在 6格出现缺陷波,则缺陷离工件表面的距离为 6×10=60mm。 横波探伤时的定位比较复杂 (见图 5 –7 所示 ),与纵波探伤相比有三点区别: ① 超声波射到底面时无底面回波 (故时间轴需在试块上预先调节 ); ② 有 机 玻 璃 斜 楔 内 一 段 声 程 OO (称斜探头本体声程 )在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③ 超声波的传播路线为
热门知识
定位板控制焊缝间隙-
话题: 工程造价jsjinboxl719
-
话题: 工程造价wangyongzhun
-
话题: 工程造价sunjunrong
精华知识
定位板控制焊缝间隙-
话题: 工程造价maojialdcr
最新知识
定位板控制焊缝间隙-
话题: 工程造价WANGCONG1818
定位板控制焊缝间隙相关专题
- 半、圆形老虎窗如何定位
- 门窗安装工程如何定位放线
- 卫星定位
- 窗的定位
- 窗户定位问题
- 螺栓定位安装
- 调节阀智能阀门定位器
- 调节阀门定位器
- 西门子阀门定位器故障
- 电气阀门定位器调节
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 医院病房楼工程施工装饰装修工程施工控制
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 招标控制价管理规定【辽住建发(2012)27号】
- 以污泥、建筑垃圾为基料制备高强轻质发泡环保陶瓷板
- 多方式远程控制门禁系统
- 招投标书—转轮除湿机方案概述技术标商务标标书模板
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 中国水泥沟盖板市场发展及投资前景报告
- 中国亚克力板行业市场前景分析预测年度报告(目录)
- 政府投资项目如何做好智能化系统工程建设的过程控制
- 一拖一水泵智能保护水位有线无线控制配电箱使用手册