





工序名称:下 料 产 品 型 号 工艺装备 工序质量管理点 产 品 名 称 设备 型号 35T冲床 序 号 控制项目 技术要求 控制手段/检测工具 检验方案 重要性 零(部)件图号 名称 冲床 自检 专检 A B C 零(部)件名称 夹具 编号 1 重量 G 下料重量表或 产品流程卡 天平秤 5只/ 半小时 5次 /班 1 只/次 √ 材 料 牌 号 名称 专用下料模具 工 序 编 号 DL-01-01 工位 器具 编号 2 直径 d 下料重量表或 产品流程卡 0-25 外径千分尺 2 只/小时 2次 /班 2 只/次 √ 车 间 下料车间 名称 铁箱 操 作 规 范 作 业 前 准 备 工 作 内 容 1、员工穿戴好工作服,做好防护。 2、熟悉工艺文件和工作要求。 1 设定工件下料长度 8 2 按 35T冲床操作要求启动设备,并检查设备运行是否正常 9 3 工件下料,测量首
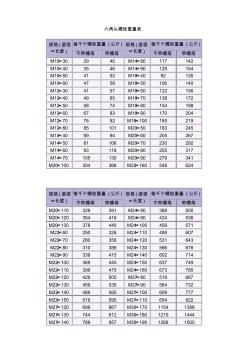
六角头螺栓重量表 规格 (直径 ×长度 ) 每千个螺栓重量 (公斤 ) 规格 (直径 ×长度 ) 每千个螺栓重量 (公斤 ) 不带螺母 带螺母 不带螺母 带螺母 M10×30 29 40 M14×80 117 142 M10×40 35 46 M14×90 129 154 M10×50 41 52 M16×40 92 126 M10×60 47 58 M16×50 106 140 M12×30 41 57 M16×60 122 156 M12×40 49 65 M16×70 138 172 M12×50 58 74 M16×80 154 188 M12×60 67 83 M16×90 170 204 M12×70 76 92 M16×100 185 219 M12×80 85 101 M20×50 183 245 M14×40 69 94 M20×60 205 2
热门知识
单头螺栓重量-
话题: 工程造价weifang1234
-
话题: 地产家居caicai1007
精华知识
单头螺栓重量-
话题: 计价依据134****8082

最新知识
单头螺栓重量-
话题: 工程造价jc_xinyics
-
话题: 地产家居zjj19860603
单头螺栓重量相关专题
- 履带式单头岩石破碎机价格
- 单头弯管机
- 单头镀锌螺栓
- 单头全自动端子机
- 珠三角单头端子机
- 瑞高单头电热管
- 单头外牙
- 不锈钢单头外丝
- 单头外丝直接
- 单头销钉
- 圆钢方钢尺寸重量偏差标准GB-t702-2004
- H型钢及工字钢理论重量
- 异型钢管重量计算公式
- H型钢理论重量及表面积
- 拉森钢板桩的理论重量
- GBT21835-2008 焊接钢管尺寸及单位长度重量
- GB342-82冷拉圆钢丝尺寸、外形、重量及允许偏差
- 级球墨铸铁管重量及最新价格
- 常用钢制管件弯头、三通、异径管、管帽理论重量体积表
- 柔性防水套管A型结构安装图及尺寸重量说明
- 不锈钢管理论重量表201不锈钢板304价格表更新
- 大小头尺寸理论重量表
- 不锈钢方管理论重量表
- 常用钢筋每延米重量表
- 带颈对焊法兰重量参考
- 不锈钢管、焊接钢管、铸铁管单位重量表以及电焊条规格表
- 冲压弯头尺寸重量照表