




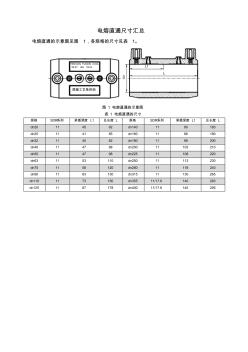
电熔直通尺寸汇总 电熔直通的示意图见图 1,各规格的尺寸见表 1。 图 1 电熔直通的示意图 表 1 电熔直通的尺寸 规格 SDR系列 承插深度 L1 总长度 L 规格 SDR系列 承插深度 L1 总长度 L dn20 11 45 92 dn140 11 90 183 dn25 11 41 85 dn160 11 88 180 dn32 11 40 82 dn180 11 98 200 dn40 11 47 98 dn200 11 103 210 dn50 11 47 98 dn225 11 108 220 dn63 11 53 110 dn250 11 113 230 dn75 11 58 120 dn280 11 118 240 dn90 11 63 130 dn315 11 130 265 dn110 11 73 150 dn355 11/17.6 140 283
新大塑料管件有限公司聚乙烯 (PE)燃气.给水管道施工技术 电熔旁通鞍型安装 . 焊接工艺 1. 将需安装的管材表面清理干净,刮去管材需熔接区域外表氧化层 (厚度 0.1—0.2mm),用记号笔作好标记。 注意 !焊口或管材变形严 禁安装鞍型! 2.将鞍型件安装在经过处理后的管材表面上,将专用 U型夹具紧固。 特别提示:一定要把螺帽拧紧!保证两连接面能完全吻合, 接好 220V交流电 , 输出电压为 39.5v( ±0.5v) 交流电 ,应按电 熔焊机说明书步骤进行作业 ,焊接参数按管件提供的参数进行设定 焊接。 3.熔鞍型焊接完全冷却后, 对所有新焊接口进行强度试验、 对每个焊 接口验漏。合格后卸下盖帽用鞍型钥匙 (内六角 )进行旋转钻孔, 然后 把钻刀回位 (电熔旁通鞍型钻刀永久在管件内 )用管钳拧紧盖帽。 (电 熔直通鞍型开口应用专用钻刀进行钻孔 )。 4.操作完成后,应对盖帽再进行
热门知识
电熔直通通鞍型-
话题: 工程造价stonehu2008
-
话题: 工程造价abcde198593
精华知识
电熔直通通鞍型-
话题: 工程造价guozheng5566
最新知识
电熔直通通鞍型-
话题: 工程造价155****5311
电熔直通通鞍型相关专题
- 电熔弯径的价格
- 电熔套筒计算方法
- 玻璃电熔炉
- 胶圈电熔双密封聚乙烯复合管
- pe电熔焊机怎么用
- 管道电熔连接
- 聚乙烯电熔管件
- 电熔锆刚玉白粉
- pe管电熔焊接规范
- 承插式电熔接口
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 新型基于热力学法的水泵效率数学模型及应用
- 基于超磁致伸缩效应的新型液压高速开关阀
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 新型的低压成套开关设备GGD型低压配电柜
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 新型贴片式户外全彩LED显示屏用途的显示器件
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 基于闭环反馈优化的IDC基础设施造价评估模型
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 应用CAO型消烟节能燃煤装置改造锻造和退火加热炉
- 新型自行式全旋转桥梁检修车在桥梁工程中的应用
- 中海PCR型超薄磨耗层用改性乳化沥青与应用
- 新型节能型烧结页岩空心砖外墙的自保温系统
- 新型免扎线绝缘子在配电网架空线路中的应用
- 智能点型离子感烟探测器和普通感烟探测器有什么区别