




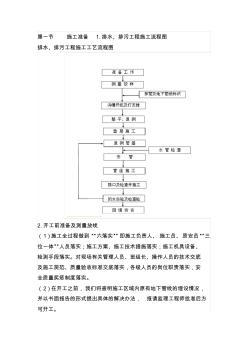
第一节 施工准备 1.排水、排污工程施工流程图 排水、排污工程施工工艺流程图 2.开工前准备及测量放线 (1)施工全过程做到 “六落实”即施工负责人、 施工员、质安员“三 位一体”人员落实;施工方案、施工技术措施落实;施工机具设备、 检测手段落实。对现场有关管理人员、班组长、操作人员的技术交底 及施工规范、质量验收标准交底落实,各级人员的岗位职责落实,安 全质量奖惩制度落实。 (2)在开工之前,我们将查明施工区域内原有地下管线的埋设情况, 并以书面报告的形式提出具体的解决办法, 报请监理工程师批准后方 可开工。 (3)施测前测量人员先校核施工图纸,按图纸确定排水工程的位置 和标高。施工放样记录以书面形式上报监理工程师, 待监理工程师检 查认可后方进行下一道工序施工。 (4)管道运到现场,可采用目测法,对管道是否有损伤进行检验, 并做好记录与验收手续。 如发现管道有损伤, 应将该管道与其它管
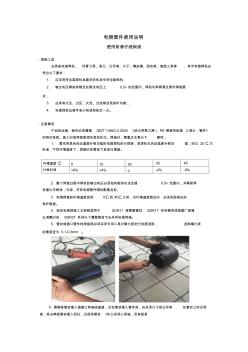
电熔管件使用说明 使用前请仔细阅读 、焊接工具 应具备电熔焊机、 切管刀具、刮刀、记号笔、尺子、橡皮锤、固定架、复圆工具等 , 其中电熔焊机应 符合以下要求: 1. 应采用符合国家标准要求的标准专用电熔焊机; 2. 输出电压需始终稳定在额定电压土 0.5v 的范围内,焊机功率需满足管件焊接要 求; 3. 应具有欠压、过压、欠流、过流等自我保护功能; 4. 电熔焊机应每年至少校准和检定一次。 、注意事项 产品的运输、储存必须遵循 GB/T 13663.2-2005 《给水用聚乙烯( PE 管道系统第 2部分:管件》 的相关条款。施工时按照国家相关规范执行。焊接时,需重点注意以下 事项: 1. 需采用具有自动温度补偿功能的电熔焊机进行焊接,若焊机无自动温度补偿功 能,则以 20 C为 标准,不同环境温度下,焊接时间需按下表进行增减。 环境温度 C 0 10 20 30 40 补偿时间 +8%
电熔异径套管相关专题
- 电熔弯径的价格
- 电熔套筒计算方法
- 玻璃电熔炉
- 胶圈电熔双密封聚乙烯复合管
- pe电熔焊机怎么用
- 管道电熔连接
- 聚乙烯电熔管件
- 电熔锆刚玉白粉
- pe管电熔焊接规范
- 承插式电熔接口
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)