




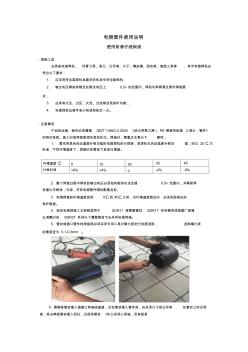
电熔管件使用说明 使用前请仔细阅读 、焊接工具 应具备电熔焊机、 切管刀具、刮刀、记号笔、尺子、橡皮锤、固定架、复圆工具等 , 其中电熔焊机应 符合以下要求: 1. 应采用符合国家标准要求的标准专用电熔焊机; 2. 输出电压需始终稳定在额定电压土 0.5v 的范围内,焊机功率需满足管件焊接要 求; 3. 应具有欠压、过压、欠流、过流等自我保护功能; 4. 电熔焊机应每年至少校准和检定一次。 、注意事项 产品的运输、储存必须遵循 GB/T 13663.2-2005 《给水用聚乙烯( PE 管道系统第 2部分:管件》 的相关条款。施工时按照国家相关规范执行。焊接时,需重点注意以下 事项: 1. 需采用具有自动温度补偿功能的电熔焊机进行焊接,若焊机无自动温度补偿功 能,则以 20 C为 标准,不同环境温度下,焊接时间需按下表进行增减。 环境温度 C 0 10 20 30 40 补偿时间 +8%
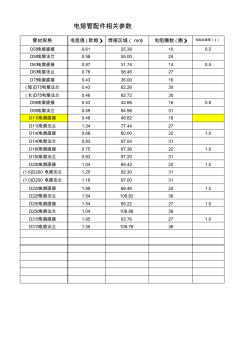
管材规格 电阻值 (欧姆) 焊接区域( mm) 电阻圈数 (圈) 电阻丝直径(¢) D50电熔直接 0.61 25.38 10 0.5 D50电熔法兰 0.58 55.00 24 D63电熔直接 0.87 31.74 14 0.5 D63电熔法兰 0.76 58.46 27 D75电熔直接 0.43 36.00 16 (短)D75电熔法兰 0.43 62.26 30 (长)D75电熔法兰 0.46 82.72 30 D90电熔直接 0.53 42.66 16 0.8 D90电熔法兰 0.59 84.98 31 D110电熔直接 0.48 48.82 18 D110电熔法兰 1.34 77.44 27 D140电熔直接 0.68 60.00 22 1.0 D140电熔法兰 0.83 97.54 31 D160电熔直接 0.75 67.36 22 1.0 D160电熔法兰 0.93 97.20
热门知识
电熔套筒贮存条件-
话题: 工程造价memeraintea
精华知识
电熔套筒贮存条件-
话题: 工程造价jc_南华大学建筑工程设计研究所
-
话题: 室内设计qq463760797
-
话题: 工程造价zh665hi21198
最新知识
电熔套筒贮存条件-
话题: 地产家居kingjackly
-
话题: 工程造价sunbld2000
-
话题: 工程造价stonehu2008
电熔套筒贮存条件相关专题
- 电熔弯径的价格
- 电熔套筒计算方法
- 玻璃电熔炉
- 胶圈电熔双密封聚乙烯复合管
- pe电熔焊机怎么用
- 管道电熔连接
- 聚乙烯电熔管件
- 电熔锆刚玉白粉
- pe管电熔焊接规范
- 承插式电熔接口
- 招标合同工程建设招标设标合同合同条件(第2部分)
- 在不中断行车条件下利用静态爆破剂进行桥改涵的施工
- 在划分多种专业性作业条件下工程施工组织优化理论…
- 影响合成聚乙烯醇缩甲醛树脂泡沫塑料性能的条件
- 招标合同工程建设招标设标合同合同条件(第3部分)
- 在冰灾抢修特殊条件下的OPGW和ADSS施工工艺
- 工艺条件对6061铝合金近液相线铸造微观组织影响
- 关于不良地质条件下冲孔灌注桩施工质量控制方法分析
- 工程技术专业科研基础条件平台建设现状与发展方向
- 合成条件对粉煤灰合成沸石过程中沸石生成和品质影响
- 广西建筑施工企业安全生产条件动态管理系统使用说明书
- 国家电网公司公布1000mm~2钢芯铝绞线技术条件
- 国家科技基础条件平台建设与工程建设项目管理对比分析
- 建筑施工企业安全生产条件相关要求(安全生产许可证)
- 建筑施工企业安全生产许可证延期安全生产条件复核标准
- 一级建造师注册条件人员名单
- 林业工程造林整地规格及应用条件