




热熔对接连接操作规程 1、目的 为规范热熔连接操作程序, 提高 PE管道连接的可靠性, 保证焊接质量, 特制 定本规程。 2、焊接准备 焊接准备是焊接前必须进行的步骤,操作人员必须予以充分的重视。 2.1 设备应置于平整、干燥、并有足够操作空间的场地,否则,应采取相应的 措施。 2.2 检查整个机具各个部位的紧固件有无脱落或松动,并予以必要处理。 2.3 检查整机电器线路有无损坏,并予以必要处理。 2.4 检查液压箱内液压油是否充足。 2.5 确认电源与机具输入要求相匹配。 2.6 将与管材规格一致的卡瓦装入机架。 2.7 准备足够的支撑物,以保证待焊接管材可与机架中心线处于同一高度,并 能方便移动。 2.8 将焊机各部件按照要求插装连接好并检查无误。 2.9 设定加热板温度至 220±10℃。 2.10 接通焊机电源,打开加热板、铣刀和油泵开关并试运行,检查各自工作是

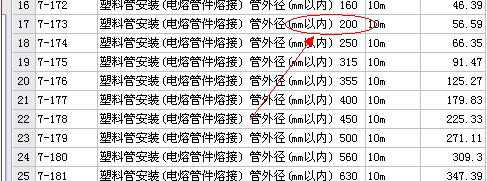
对于热熔连接和电熔连接你了解多少 How much do you know about hot melt connection and fused connection 电熔衔接(适用管径 dn630mm):将 PE管材完整插入电熔管件内; 将专用电熔机两导线分别接通电熔管件正负两级; 接通电源加热电热 丝使内部接触处 FE熔融;冷却终了;施工终了后需经试压验收合格 后,方可封管投入运用。法兰衔接,钢塑衔接,鞍型对接装置,这对 处理主管道分流特别有效。 Fused cohesion (suitable diameter dn630mm) : insert the PE pipe full fused fittings; Will special fused machine respectively connected the two wires fused fittings of
热门知识
电熔连接与热熔连接-
话题: 工程造价xiaobao516
-
话题: 水利水电myaovipsohu
精华知识
电熔连接与热熔连接-
话题: 综合管廊godhaiyong
-
话题: 工程造价chengzan589
最新知识
电熔连接与热熔连接-
话题: 项目管理6503378aaa
-
话题: 工程造价lzy19870411
电熔连接与热熔连接相关专题
- 电熔弯径的价格
- 电熔套筒计算方法
- 玻璃电熔炉
- 胶圈电熔双密封聚乙烯复合管
- pe电熔焊机怎么用
- 管道电熔连接
- 聚乙烯电熔管件
- 电熔锆刚玉白粉
- pe管电熔焊接规范
- 承插式电熔接口
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中国工程图学学会成立工程与制造系统集成化分会
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 应对水源突发污染的城市供水应急处理技术与应用
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 正压送风对降低污水厂设备腐蚀的作用与实践(论文)
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 政府与社会资本合作(PPP)项目审计监督理论
- 应用清单招标与经评审的最低投标价法评标的几点思考
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 中国电动汽车充电站市场现状与投资分析报告
- 智能小区以太接入交换机SNMP代理设计与实现
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 有色金属技术经济院与广亚铝业签署战略合作协议
- 以工作任务为载体的安装工程造价课程教学改革与实践