




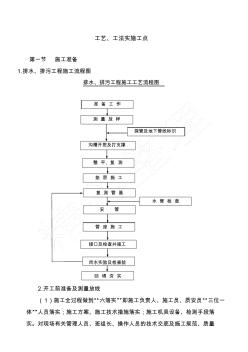
工艺、工法实施工点 第一节 施工准备 1.排水、排污工程施工流程图 排水、排污工程施工工艺流程图 2.开工前准备及测量放线 (1)施工全过程做到“六落实”即施工负责人、施工员、质安员“三位一 体”人员落实;施工方案、施工技术措施落实;施工机具设备、检测手段落 实。对现场有关管理人员、班组长、操作人员的技术交底及施工规范、质量 准 备 工 作 测 量 放 样 探管及地下管线标识 沟槽开挖及打支撑 整 平、复 测 垫 层 施 工 复 测 管 基 水 管 检 查 安 管 管 座 施 工 接口及检查井施工 闭水实验及检查验 回 填 夯 实 验收标准交底落实,各级人员的岗位职责落实,安全质量奖惩制度落实。 (2)在开工之前,我们将查明施工区域内原有地下管线的埋设情况, 并以书面报告的形式提出具体的解决办法,报请监理工程师批准后方可开 工。 (3)施测前测量人员先校核施工图纸,按图纸确定排水工程的位置
热熔对接连接操作规程 1、目的 为规范热熔连接操作程序, 提高 PE管道连接的可靠性, 保证焊接质量, 特制 定本规程。 2、焊接准备 焊接准备是焊接前必须进行的步骤,操作人员必须予以充分的重视。 2.1 设备应置于平整、干燥、并有足够操作空间的场地,否则,应采取相应的 措施。 2.2 检查整个机具各个部位的紧固件有无脱落或松动,并予以必要处理。 2.3 检查整机电器线路有无损坏,并予以必要处理。 2.4 检查液压箱内液压油是否充足。 2.5 确认电源与机具输入要求相匹配。 2.6 将与管材规格一致的卡瓦装入机架。 2.7 准备足够的支撑物,以保证待焊接管材可与机架中心线处于同一高度,并 能方便移动。 2.8 将焊机各部件按照要求插装连接好并检查无误。 2.9 设定加热板温度至 220±10℃。 2.10 接通焊机电源,打开加热板、铣刀和油泵开关并试运行,检查各自工作是
电熔鞍形连接相关专题
- 电熔弯径的价格
- 电熔套筒计算方法
- 玻璃电熔炉
- 胶圈电熔双密封聚乙烯复合管
- pe电熔焊机怎么用
- 管道电熔连接
- 聚乙烯电熔管件
- 电熔锆刚玉白粉
- pe管电熔焊接规范
- 承插式电熔接口
- 分形DGS单元结构设计及其在微带电路中的应用
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 引黄济临供水工程一级泵站圆形筒体支护结构计算分析
- 中国移动广东公司环形混凝土电杆技术规范书(暂行)
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 在这里卡住 防止螺栓连接松弛的成对的楔形锁紧盘
- 圆形支护体系在深基坑开挖中性状分析及施工中的应用
- 圆形隧道施工对不同深度地层沉降影响的模型试验
- 球形木质素吸附剂吸附L-天门冬氨酸的性能
- 复杂海况下的哑铃形主墩双壁钢围堰的设计与施工
- 关于环网柜与10kV电缆连接问题及其解决措施
- 关于矩形、圆形钢管混凝土结构若干设计或审查问题简述
- 关于16定额沟槽管道连接子目套用和计量技术复核记录
- 公称压力PN表示螺栓连接阀盖楔式闸阀力矩参考表
- 光纤生物传感器系统中光纤连接器性能分析与优化设计