





脱硫塔制作安装工程 施 工 组 织 设 计 编制单位: (公章) 编制时间: 2011年 6月 18日 目 录 第一章 编制依据 . 第二章 工程内容及概况 . 第三章 施工方案及主要技术措施 . 第四章 工程质量保证措施 第五章 施工组织及劳动力计划安排 . 第五章 工期、安全保证措施 . 第六章 文明施工及环境保护 . 第一章 编制依据 一、 编制依据 1、 国家现行的有关标准、规范及规程 《建筑钢结构焊接技术规程》 JGJ81-2002 《钢结构工程施工质量验收规范》 (GB50205-2001) 《碳素结构钢》 (GB/T700-88) 《低合金高强度结构钢》(GB/T1591-94) 《碳钢焊条》(GB/T5117-95) 《建筑工程施工质量验收统一标准》 GB50300-2001 《钢结构加固技术规范》 CECS77:96 《建筑施工高处作业安全技术规范》 J
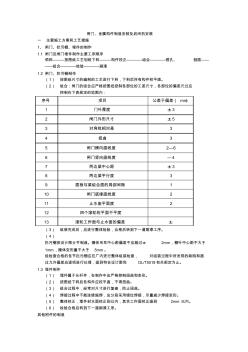
闸门、金属构件制造安装及启闭机安装 一 主要施工方案和工艺措施 1、 闸门、拦污栅、埋件的制作 1.1 闸门及闸门埋件制作主要工序顺序 领料———按图纸工艺划线下料———构件校正————组合————镗孔、 刨面—— ——组合————检验————刷漆 1.2 闸门、拦污栅制作 (1) 按图纸尺寸的编制的工艺进行下料,下料后所有构件校平直。 (2) 组合:闸门的组合应严格按图纸控制各部位的工差尺寸,各部位的偏差尺过应 控制在下表规定的范围内: 序号 项目 公差于偏差( mm) 1 门叶厚度 ± 3 2 闸门外形尺寸 ± 5 3 对角线相对差 3 4 扭曲 3 5 闸门横向直线度 2—6 6 闸门竖向直线度 — 4 7 两边梁中心距 ± 3 8 两边梁平行度 3 9 面板与梁组合面的局部间隙 1 10 闸门底缘直线度 2 11 止水座平面度 2 12 四个滚轮的平面不平度
顶蓬制作安装工相关专题
- 康的照明led吸顶灯27w多少钱
- 可以用玻璃做房顶
- 扣板吊顶多少钱一平方
- 扣板吊顶价格多少钱一平方
- 矿棉板吊顶价格多少
- 矿棉板吊顶价格是多少
- 宽宏户户通机顶盒价格
- 矿棉板吊顶隐框与明框价差
- 矿棉板吊顶造价一般是多少
- 框架柱、墙柱顶问题
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)