




螺旋钢管生产工艺( 2017) 螺旋钢管是以带钢卷板为原材料 ,经常温挤压成型 ,以自动双丝双面埋弧焊 工艺焊接而成的螺旋缝钢管 . (1)原材料即带钢卷, 焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋 弧焊补焊。 (3)成型前,带钢经过矫平、 剪边、刨边,表面清理输送和予弯边处理。 (4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平 稳输送。 (5)采用外控或内控辊式成型。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量 和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获 得稳定的焊接质量。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了 100%的螺旋 焊缝的无损检测覆盖率。 若有缺陷,自动报警并喷涂标记, 生产工人依此随时调
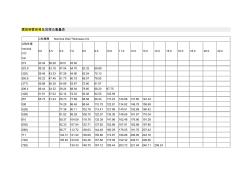
螺旋钢管规格及其理论重量表 公称壁厚 Nominal Wall Thickness mm 公称外径 nominal O.D mm 5.0 5.5 6.0 7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0 15.0 16.0 18.0 20.0 22.0 273 33.04 36.28 39.51 45.92 323.9 39.32 43.18 47.04 54.70 62.32 69.89 (325) 39.46 43.33 47.26 54.90 62.54 70.13 355.6 43.23 47.48 51.73 60.18 68.57 76.92 (377) 45.88 50.39 54.89 63.87 72.80 81.67 406.4 49.44 54.32 59.24 68.94 78.60 88.20 97.75 (426)

dn350螺旋钢管相关专题
- 立式恒温三通阀DN25的价格
- 流量计DN400
- 中端DN32的喷淋管及喷淋头
- 中间的喷头属于DN25还是DN32
- 铸钢倒流防止器DN150的价格
- 铸钢DN100球阀什么价格
- 铸石复合管DN300、400的价格
- 自动取水阀DN25的多少钱
- 闸阀型号DN100和100有区别吗
- 这个波纹补偿器是DN40还是50
- 3PE螺旋钢管采购招标2013年度项目招标文件
- 双面埋弧焊螺旋钢管公称外公壁厚和每米理论重量
- X80螺旋钢管取样计划
- Q235B螺旋钢管机械性能和化学成分
- 螺旋钢管除锈方法
- 双面埋弧焊螺旋钢管公称直径与重量表
- 中亚管线用X70级螺旋钢管的研制
- DN350输气管道绝缘接头
- DN900螺旋钢管水压试验施工方案
- 平焊法兰DN350
- 螺旋钢管规格
- 螺旋钢管内外壁防腐
- 螺旋钢管报价表
- 螺旋钢管成型工艺
- 螺旋钢管价格表大全
- 桥梁结构用螺旋钢管
- 桩用螺旋钢管简介