




苏州海普威精锻有限公司 http://www.szhaipuwei.com/ 苏州海普威精锻有限公司 http://www.szhaipuwei.com/ 锻件质量检验 (一) 锻件质量检验的内容 锻件缺陷的存在, 有的会影响后续工序处理质量或加工质量, 有的则严重影响锻件的性 能及使用, 甚至极大地降低所制成品件的使用寿命, 危及安全。 因此为了保证或提高锻件的 质量,除在工艺上加强质量控制, 采取相应措施杜绝锻件缺陷的产生外, 还应进行必要的质 量检验,防止带有对后续工序(如热处理、表面处理、冷加工)及使用性能有恶劣影响的缺 陷的锻件流入后续工序。 经质量检验后, 还可以根据缺陷的性质及影响使用的程度对已制锻 件采取补救措施,使之符合技术标准或使用的要求。 因此,锻件质量检验从某种意义上讲, 一方面是对已制锻件的质量把关, 另一方面则是 给锻造工艺指出改进方向, 从而保证锻件质量符
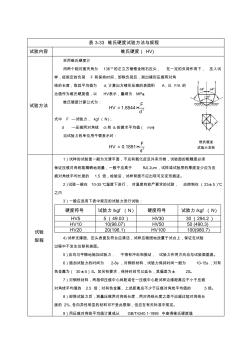
表 3-33 维氏硬度试验方法与规程 试验内容 维氏硬度( HV) 试验方法 采用维氏硬度计 用两个相对面夹角为 136°的正立方棱锥金刚石压头, 在一定的负荷作用下, 压入试 样,经规定的负荷 F 和保持时间,卸除负荷后,测出棱形压痕两对角 线的长度,取其平均值为 d,计算出方棱形压痕的表面积 A,以 F/A 的 比值作为维氏硬度值,以 HV表示,量纲为 MPa。 维氏硬度计算公式为: 式中 F —试验力, kgf (N); d —压痕两对角线 d1和 d2的算术平均值( mm) 当试验力的单位用牛顿表示时: 试验 规程 1)试样的试验面一般为光滑平面,不应有氧化皮及外来污物,试验面的粗糙度必须 保证压痕对角线能精确地测量,一般不应高于 Ra0.2um,试样或试验层的厚度至少应为压 痕对角线平均长度的 1.5 倍,检验后,试样背面不应出现可见变形痕迹。 2)试验一般在
锻件检验验收相关专题
- 锻件和圆钢区别
- 锻件、板材和管材如何区分
- 锻件成本怎么计算
- 40Cr圆钢与40Cr锻件有何区别
- 铝加工的锻件生产
- 铝板是锻件好吗
- 圆钢及锻件
- 汽车典型锻件生产
- 锻件检验验收
- 锻件工艺流程
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 正荣润璟诸楼及A区地下室抗浮锚杆工程竣工验收报告
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 智能微电网集成关键技术研发及其产业化项目通过验收
- 医院污水处理设施竣工验收申请报告
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中国重汽承担的16个技术创新项目通过省级鉴定验收
- 在用工业管道定期检验规程.20030601doc
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 绿化材料起挖分项工程质量检验评定表
- 智能建筑视频安防监控系统分项检验批质量验收记录表
- 再论桥涵施工技术规范中混凝土抗压强度验收标准
- 原油和天然气管道穿越工程施工及验收规范-推荐下载
- 园林绿化工程施工及验收规范cjja3-82-汇编
- 振冲法地基加固单元工程施工质量验收评定表填表说明
- 园林景观绿化工程分部、分项、检验批划分表讲课讲稿