




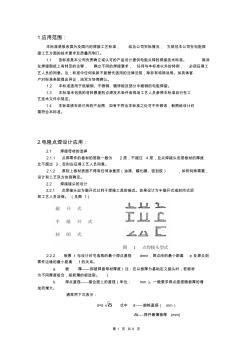
第 1 页 共 9 页 1.应用范围: 本标准是吸收国外及国内的焊接工艺标准, 结合公司实际情况, 为规范本公司在电阻焊 接工艺方面的技术要求及质量而制订。 1.1 该标准是本公司负责确立或认可的产品设计提供电阻点焊的焊接技术标准。 除非 在焊接图纸上有特定的注释, 确立不同的焊接要求, 任何与本标准以外的特例, 必须征得工 艺人员的同意。注:标准中任何条款不能替代适用的法律法规,除非有特殊说明。如具体客 户对标准条款提出异议,由双方协商确认。 1.2 本标准适用于低碳钢、不锈钢、镀锌板及部分中碳钢的电阻焊接。 1.3 本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工 艺技术文件中规定。 1.4 本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计时 需符合本标准。 2.电阻点焊设计应用: 2.1 焊接母材的选择 2.1.1 点焊零件的板材的层数一般
ERW直缝电阻焊钢管与直缝埋弧焊( UOE)钢管的区别: 直缝焊接钢管 ,按焊接工艺分有高频电阻焊和埋弧焊,直缝埋弧 焊简称UOE,直缝高频电阻焊简称 ERW。 高频电阻焊钢管 (ERW钢管 )因它焊接过程与埋弧焊相比, ERW工艺 在焊接过程中不添加任何焊接材料,焊缝成型没有经过热熔化状态, 只是焊缝金属经过再结晶过程,故形成的焊缝与母材的化学成份完全 一致,钢管焊接后经过退火处理,制造成型冷加工内应力,焊接内应 力均得到改善,因此 ERW钢管综合机械性能较好。 直缝埋弧焊 (UOE钢管 )因它采用焊后冷扩径工艺涨管,故 UOE钢管 几何尺寸比较精确,采用 UOE钢管对接时的对口质量好从而确保了焊接 质量,通过扩管工艺一定程度消除了部分内应力。 另外UOE钢管焊接 时采用多丝焊接 (三丝、四丝 ),这样的焊接工艺焊接时产生的线能量 小,对母材热影响区影响程度也小。多丝焊接后道焊
热门知识
电阻焊管-
话题: 工程造价lovejob45210
-
话题: 工程造价wangchao8505
精华知识
电阻焊管最新知识
电阻焊管-
话题: 工程造价aishen00long
电阻焊管相关专题
- 两电阻并联怎么算总电阻
- 怎样才算是小电阻接地系统
- 直流电机启动电阻计算公式
- 接地电阻测试仪多少钱
- 国标电线的电阻是多少
- 工程中接地钢筋电阻是多少
- 硅钢的电阻率是多少
- 无氧铜杆的电阻率怎么计算
- 五色环电阻计算
- 五色环电阻计算器
- 调整焊管工业结构
- 和利时推出LK431通道隔离热电阻型模拟量输入模块
- 基于RS-485总线主从分布式电阻炉温度群控系统
- 基于10kV小电阻接地系统架空线路接地故障指示器
- 接地电阻国家标准
- 利用高密度电阻率法进行断层破碎带探查数值模拟方法
- 晶闸管移相触发组合模块在箱式电阻炉温控系统中应用
- 具有优异低温韧性APIX80级别电阻焊接管线钢
- 基于电阻率法膨胀土吸水膨胀过程中结构变化定量
- 无缝钢管、中板、焊管、普通钢材结算价格调整表
- 正火温度对X65钢直缝电阻焊管焊接区组织和性能的影响
- 钻孔灌注桩成孔质量电阻率法试验检测作业指导书
- 供配电线路绝缘电阻测试记录二次回路
- 中性点经消弧线圈及其并电阻接地系统的MATLAB仿真
- 接地导通电阻测试仪试验电流示值误差的测量不确定度评定
- 结合高密度电阻率法在铁路深埋隧道勘探中的应用
- 高压干式调压软起动与液态电阻起动的比较及应用