




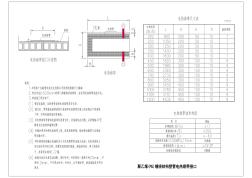
PE管连接方式 -电热熔熔接技术原理 PE 管道系统熔接技术的优劣 ,直接关系到管道网络的运行效果和使用寿命 ,其 中 PE管接口的连接质量至关重要 .PE管的接口采用热熔和电热熔连接 ,成本上是 热熔低于电热熔 ,而质量上是电热熔优于热熔 . 因此了解和掌握有关 PE管熔接的 方式特点及优越性是十分重要的 ,有必要对电熔和热熔熔接的特点做一个系统的 了解和掌握 . (一)电热熔熔接 -熔接原理 使用专用的电熔焊机 ,通过对预埋于电熔管内表面的电热丝通电而使其加热 ,从 而使管件的内表面及管材的外表面分别被熔化 ,冷却到要求的时间后而达到熔接 的目的 . (二)热熔熔接 -熔接原理 PE 是一种热塑性材料 ,一般可在 190-240℃之间的范围内被熔化(不同原料牌 号的熔化温度一般也不相同 ,此时若将管材两端熔化的部分充分接触 ,并施加适当 的压力 ,冷却后便可牢固地融为一体
热门知识
电热熔接口-
话题: 工程造价baocheng5588
-
话题: 室内设计gcw2003sdfa
-
话题: 室内设计midforesters
精华知识
电热熔接口-
话题: 室内设计840927831113
最新知识
电热熔接口-
话题: 装修工程renxinxin23
-
话题: 工程造价wuyanjiewyj
-
话题: 电气工程yangwg6607
电热熔接口相关专题
- 最小电热水器价格
- 怎样制作不锈钢电热管
- 金刚牌水暖型电热毯价格表
- 海尔电热水器八十升多少钱
- 韩国电热板价格是多少
- 韩式电热板1平方米多少钱
- 华帝电热水器80yj04多少钱
- 一般电热毯的价格多少
- 即热电热水器史密斯多少钱
- 光芒电热水器控制器价格
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国电力井盖行业市场前景分析预测年度报告(目录)
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 永磁同步电机简介
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 影响铁路电力迁改总承包工程因素的模糊综合评价
- 一拖一变频柜电气原理图(三晶VM1000B系列)
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 怡达快速电梯SCORE项目获国际劳工组织高度评价
- 中国建筑学会建筑电气分会