
- 首页 >
- > 电焊的使用及注意事项
更新时间:2025.05.11




电焊机使用注意事项 电焊机分为交流和直流两种, 我们日常工作中使用的普通电焊机多为 交流的。交流电焊机具有结构简单、维修方便、效率高、节省电能和 材料、使用年限长、焊接时不产生磁偏吹等优点,使用时应注意以下 几个问题: ①交流电焊机一般是单相的, 在使用前要先检查绕组的额定电压与电 源电压是否相符(是 380V 还是 220V),并检查接线端子板上的接 线是否正确。如果是第一次投入运行或长期停用的交流电焊机, 使用 前应该用 500V 的兆欧表测量各绕组对铁心和相互间的绝缘电阻, 不应低于 0.5MΩ。 ②交流电焊机一次侧电源线可用 BXR 型橡皮绝缘铜芯软导线, 二次 侧焊接电缆可用 YHH 型橡套铜芯软电缆。 ③交流电焊机一次侧、 二次侧接线板上的螺母、 铜接线片和导线必须 接触紧密可靠,如果接触不好,会使螺栓、螺母和接线片烧环。 因此, 电焊机在运行一段时间后,要用细砂布将各接触面上
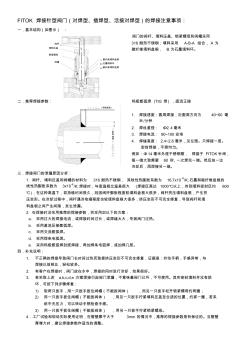
FITOK 焊接针型阀门(对焊型、插焊型、活接对焊型)的焊接注意事项: 一.基本结构(如图示) : 阀门的阀杆、填料压盖、锁紧螺母和阀帽采用 316 耐热不锈钢;填料采用 A-B-A 组合, A 为 碳纤维填料盘根, B 为石墨填料环。 二.推荐焊接参数: 钨极氩弧焊 (TIG 焊 ) ,直流正接 1. 焊接速度:圆周焊接,沿圆周方向为 40~60 毫 米 /分钟 2. 焊丝直径: Φ2 .4毫米 3. 焊接电流: 90~100 安培 4. 焊缝高度: 2.4~2.8 毫米,见左图。只焊接一层。 密封焊接,平滑均匀。 例如:Φ14毫米外径不锈钢管, 焊接于 FITOK针阀, 每一端大致需要 60 秒, 一次焊完一端。然后放一边 冷却后,再焊接另一端。 三.焊接阀门的泄漏原因分析: 1. 阀杆、填料压盖和阀帽的材料为 316 耐热不锈钢, 其线性热膨胀系数为 16.7x10 -6/K;石墨和
热门知识
电焊的使用及注意事项-
话题: 水利水电menglinggong
精华知识
电焊的使用及注意事项-
话题: 工程造价chen_12213
-
话题: 工程造价cn19880702
最新知识
电焊的使用及注意事项
专题概述
电焊的使用及注意事项知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关电焊的使用及注意事项最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:电焊的使用及注意事项
相关话题
资料下载
相关资讯
电焊的使用及注意事项相关专题
- 开电焊机租赁需要多少台
- 开个电焊加工厂
- 老电焊机怎样接线
- 老式电焊机为什么淘汰
- 中国十大电焊机品牌
- 众望微型电焊机质量如何
- 自制电焊机的详细方法
- 自制一个交流小型电焊机
- 自制小型单相电焊机
- 最小的微型电焊机
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 中国被动式太阳房及太阳能建筑市场监测及发展策略研
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计