





试验研究了热镀锌高强钢点焊的电极磨损规律,同非镀层低碳钢相比,热镀锌高强钢点焊的电极寿命低、点蚀磨损特征变化明显.在此基础上分析电极磨损对焊点质量影响,电极磨损初期阶段,热镀锌高强钢点焊的飞溅严重、焊点表面产生微裂纹程度大,导致焊点质量下降.最后根据电极磨损对焊点微裂纹与熔核直径影响的试验结果,以微裂纹长度不超过0.25 mm的电极端面电流密度为标准,确定电流递增工艺方案,以减小严重电极磨损对焊点质量的影响.
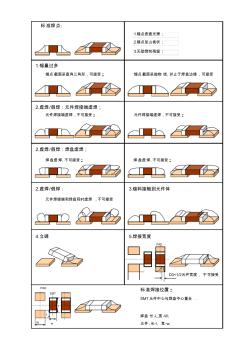
标准焊点: 1.锡量过多 2.虚焊 /假焊:元件焊接端虚焊; 2.虚焊 /假焊:焊盘虚焊; 2.虚焊 /假焊: 3.锡料接触到元件体 4.立碑 5.焊接宽度 PAD D3<1/2元件宽度, 不可接受 1.锡点表面光滑 ; 2.锡点呈山坡状 ; 3.无助焊剂残留 ; 焊盘虚焊,不可接受; 元件焊接端和焊盘同时虚焊 ,不可接受 锡点截面呈直角三角形 ,可接受; 元件焊接端虚焊 ,不可接受; 锡点截面呈拋物 线,并止于焊盘边缘,可接受 元件焊接端虚焊 ,不可接受; 焊盘虚焊,不可接受; 元件 :长-l, 宽-w; PAD SMT SMT元件中心与焊盘中心重合 . 标准焊接位置: 焊盘 长 -L,宽 -W; W L w l D D2 大于二分之一元件焊接端在焊盘内, 可接受 ;且元件焊接端无脱出焊盘 ;可 D1 端在焊盘内 ,可接受; D<(1/2)w 大于二分之一的元件焊接 D1<(1/2)w&
电焊点焊怎么压溶池相关专题
- 微波炉变压器改电焊机
- 电焊机种类
- 银象电焊机
- 二手小型电焊机
- 新型电焊机维修技术
- 怎样维修电焊机
- 电焊机维修技术
- 电焊机维修视频
- 自制电焊机视频
- 自制小型电焊机
- 基于超磁致伸缩效应的新型液压高速开关阀
- 高效率PWM/PFM自动切换升压转换器的设计
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
- 中国电器工业协会电焊机分会第七届会员大会
- 影响沥青混凝土路面压实效果的主要因素及采取的对策
- 基于升压DC-DC变换器的白光LED驱动芯片
- 择压法检测砌筑砂浆抗压强度技术规程召开编制组会议
- 中国电机工程学会高压专委会
- 应用静压预应力高强度混凝土管桩(PHC桩)的体会
- 应用量化评价压疮高危因素降低压疮发生率的效果观察
- 引水式水电站前池水位及有功负荷最优分配的综合控制
- GIS配套用三相共箱电压互感器小型化设计改进
- 关于高压交联电力电缆采用VCV和CCV生产工艺比较
- 高压细水雾设备维修规程、验收规程、记录表及评分标准
- 关于固定式太阳能路灯照明系统电池组件最佳安装角度
- 构皮滩发电厂技术供水系统减压阀改造应用