




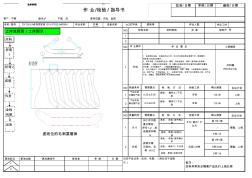
客户:中新 产能:5 作业工时 NO 1 2 NO NO 反应计划 1 上报 2 上报 3 NO 反应计划 虚线位的毛刺要磨掉 更改通知号 更改者 审 核 版本/ 2 备注: 如有异常务必隔离产品及时上报处理 过往不良记录:压伤、毛刺、(附过往不良图 片)1 更改标记 更改处数 日 期 5件 /1h 2 外观 首检: 质检/首件确认 单 自检: 操作工 /不记录 巡检: 质检/巡检记录 表面光滑、 无划伤、毛 刺 ≤0.2 卡尺 /钢尺 /千 分尺 首 1件 /班 隔离、上报/ 5件 /1h 目视 /对样 首 1件 /班 隔离、上报5件/0.5h 检 验 方 法 1 尺寸 如工序示图 重点管控: 序号1-2,其 他做首件确 认 质量特性 管理要点 首检: 质检/首件确认 单 / 检验工具 确认频度 1次 /4h 气动冲床 离合器气压 目视 自检: 操作工 /不记 录 0.5±
东莞五金冲压件相关专题
- 东莞家居装修效果图
- 东莞办公室装修风水摆设
- 东莞石排防火门厂
- 东莞虎门cnc设备商
- 东莞钢质防火门厂家
- 广东省东莞市虎门镇
- 东莞铝合金门窗厂招聘
- 东莞卷闸门批发
- 东莞车间自动门
- 东莞铝合金门窗osy-mc
- 中国阳江(五金刀剪)知识产权快速维权中心正式运行
- 广东东莞1层板式建筑加油站3#加油站工程造价指标
- 广东东莞2层板式建筑图书馆1#图书馆工程造价指标
- 基于互联网+东莞城市轨道交通服务质量提升方法
- 广东推广东莞防火墙建设经验大运严防火灾
- 建筑五金技术全参数表
- 建筑门窗五金件单点锁闭器
- 东莞市优秀建筑工程设计方案获奖名单
- 东莞市广场工程建设项目现场施工招标评标分析报告
- 东莞信息价最新最全东莞工程造价信息网期刊下载造价通样本
- 东莞市通华建设工程造价咨询有限公司招投标数据分析报告
- 东莞市打击建筑施工非法违法行为暨施工安全专项检查情况汇
- 东莞市公安消防支队三管齐下全力推进平安消防专项行动
- 东莞市东安消防工程有限公司
- 五金手动工具分类大全
- 东莞市财政性资金投资基本建设项目工程价款管理暂行办法
- 东莞市建设工程施工安全标准化达标评价实施细则优质资料