





波导管与法兰盘钎焊时,传统的方法是将波导管与法兰盘搭接处在铣床上铣出直口,法兰盘靠直口定位然后进行钎接,或不通过铣床加工,借助工夹具来保证其装配尺寸,但用上述两种方法进行显得即不经济,又复杂化。我厂生产的波导馈源器件有长2500、1600两种,由于法兰盘与波导管为间隙配合钎焊,间隙为单面0.1mm定右,而且有严格的垂商度要求,通过试验,对以上两种定位方法进行了改进,见图所示结构。即先在波导管接头处用直角尺划线(保证其露出长度及垂直度。)然后在四角处用小凿子打出豁口,如图所示。法兰盘的装配要靠紧四角豁口出现的肩台,然后钎接。钎焊后的波导
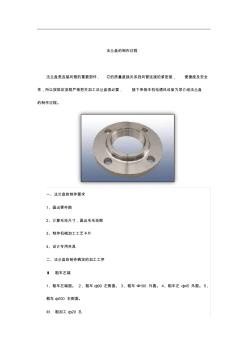
法兰盘的制作过程 法兰盘是连接风管的重要部件, 它的质量直接关系到风管连接的紧密度, 便捷度及安全 性,所以按规定流程严格把关加工法兰盘很必要, 接下来饶丰机电通风设备为您介绍法兰盘 的制作过程。 一、法兰盘的制作要求 1、画出零件图 2、计算毛坯尺寸,画出毛毛坯图 3、制作机械加工工艺卡片 4、设计专用夹具 二、法兰盘的制作确定的加工工序 Ⅰ 粗车左端 1、粗车左端面。 2、粗车ф90 左侧面。 3、粗车 Ф100 外圆。 4、粗车左 ф45 外圆。 5、 粗车ф100 右侧面。 Ⅱ 粗加工 ф20 孔 1、钻中心孔 ф18。2、扩孔 ф19.8 Ⅲ 粗车右端 1、粗车右端面。 2、粗车 ф90 右侧面。 3、粗车右 ф45 外圆。 4、粗车 ф90 外圆。 Ⅳ 半精车左端 1、半精车左端面。 2、半精车 ф90 右侧面并倒角 C1.5。3、半精车 ф100 外圆。 4、半 精车左 ф
热门知识
导管法兰盘接头-
话题: 工程造价axhd97653519
-
话题: 工程造价dachuisongy
-
话题: 工程造价kangjunoo7

精华知识
导管法兰盘接头最新知识
导管法兰盘接头-
话题: 工程造价phantasy1984
导管法兰盘接头相关专题
- 雷达波导管的原理
- 钻孔灌注桩导管的底管长度
- 钻孔灌注桩导管堵塞
- 钻孔桩导管怎么配置
- 紧定(扣压)式钢导管
- 混凝土灌注桩导管作用
- 光导管的光导照明发展历程
- 灌桩导管处理办法
- 光导管的光导照明的概述
- 光导管多少钱一米
- 用于电力电缆中间接头的硅橡胶材料吸水特性分析
- 在浅覆盖土层上的深水基础导管架工作平台设计与施工
- 关于加强预应力混凝土抗拔管桩连接接头质量控制通知
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定
- 抗震焊接接头在模拟地震循环载荷作用下累积损伤
- 1000MW超超临界塔式锅炉T23钢管焊接接头裂纹分析
- 钢筋机械连接接头检验报告汇总表
- 40Mn2钢在不同焊接工艺下焊接接头显微组织与硬度分布
- GBT5634-2008扩口式组合弯通三通管接头
- 影响高压钢丝缠绕液压软管接头总成性能的结构与工艺因素
- 一起冷渣器旋转水接头爆裂引起的汽动给水泵跳闸事件分析
- 建筑用铜管管件异径三通接头
- 喷丸处理对X70管线钢埋弧自动焊接接头拉伸性能的影响
- 平潭海峡公铁两用大桥Z03号墩导管架施工关键技术
- 复合材料铜基活性钎料真空钎焊接头的组织与性能
- 镁合金焊接接头疲劳评定临界距离法临界面法论文