




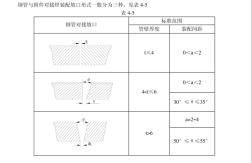
焊 接 工 艺 评 定 报 告 焊接工艺评定名称 板—板对接焊 焊接工艺评定编号 PQRB06-01 试 件 材 料 Q235-B 焊 接 方 法 埋弧自动焊 评 定 日 期 2006年 9 月 18日 山东阳光天润化工设备有限公司 焊接工艺评定报告 QDR15-08 单位名称: 山东阳光天润化工设备有限公司 焊接工艺评定报告编号: PQRB06-01 焊接工艺指导书编号: WPS06-01 焊接方法: SAW 机械化程度:(手工、半自动、自动) 自动 接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度) + 母材: 材料标准: GB/T3274 钢号: Q235-B 类、组别号: Ⅰ-1类、组别号:Ⅰ -1 相焊 厚度: 12 直径: 其他: 焊后热处理: 热处理温度(℃): 保温时间( h): 保护气体: 气体 混合比 流量(L/min) 保护气体 尾部
等强对接焊相关专题
- 框架柱补强问题
- 檩椽梁等的区别
- 中国不锈钢紧固件十强品牌
- 中国工程机械行业20强
- 中国泡沫铝哪家强
- 中国铝材十强排名
- 中国铝材十强
- 中国涂料行业20强有哪些
- 柱梁板等各类模板支模基数
- 子空间语音增强界面设计
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国焊接学会堆焊及表面工程专委会
- 以污泥、建筑垃圾为基料制备高强轻质发泡环保陶瓷板
- 建造师等职业资格证考试
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 430铁素体不锈钢铸锭等轴晶率的熔炼方法
- 在建筑钢结构工程中美国标准设计的高强构件替代
- 异种钢焊接接头退火工艺
- 中国电器工业协会电焊机分会五届五次理事会
- 中国电器工业协会电焊机分会四届八次理事会会议纪要
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 引黄工程联接段施工控制网三等水准测量的应用与分析
- 增强整体效益促进持续发展:谈建筑热环境改善与节能
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 调整焊管工业结构