




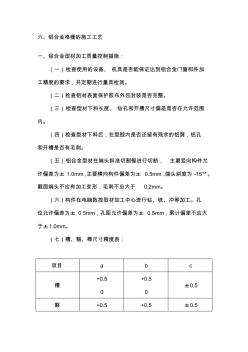
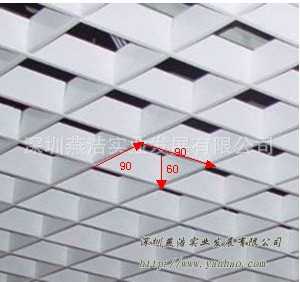
六、铝合金格栅的施工工艺 一、铝合金型材加工质量控制措施: (一)检查使用的设备、 机具是否能保证达到铝合金门窗构件加 工精度的要求,并定期进行量具检测。 (二)检查铝材表面保护胶布外包封装是否完整。 (三)检查型材下料长度、 钻孔和开槽尺寸偏差是否在允许范围 内。 (四)检查型材下料后,在型腔内是否还留有残余的铝屑,铝孔 和开槽是否有毛刺。 (五)铝合金型材在端头斜准切割锯进行切断, 主要竖向构件允 许偏差为± 1.0mm,主要横向构件偏差为± 0.5mm,端头斜度为 -15°。 截面端头不应有加工变形,毛刺不应大于 0.2mm。 (六)构件在电脑数控型材加工中心进行钻、铣、冲等加工。孔 位允许偏差为± 0.5mm,孔距允许偏差为± 0.5mm,累计偏差不应大 于±1.0mm。 (七)槽、豁、榫尺寸精度表: 项目 a b c 槽 +0.5 0 +0.5 0 ±0.5 豁 +0

铝合金格栅吊顶专项施工方案 1、工艺流程 2、操作工艺 (1)、弹标高线 用水准仪在施工区域内每个墙柱角上抄出水平点, 若墙体较长,中间也应适 当抄几个点,弹出水准线, 水准线距地面一般为 500㎜,从水准线量至吊顶设计 高度,用粉线沿墙柱弹出水准线, 即为吊顶格栅的下皮线。 同时,按吊顶平面图, 在混凝土顶板弹出主龙骨的位置。主龙骨应从吊顶中心向两边分,最大间距为 1000㎜,并标出吊杆的固定点, 吊杆的固定点间距 900㎜-1000 ㎜。如遇到梁和 管道固定点大于设计和规程要求,应增加吊杆的固定点。 (2)、安装吊杆 采用膨胀螺栓固定吊挂杆件。可以采用ф 8的吊杆。吊杆可以采用冷拔钢筋 和盘圆钢筋,但采用盘圆钢筋应采用机械将其拉直。 吊杆的一端与角码焊接, 角 码的孔径应根据吊杆和膨胀螺栓的直径确定,另一端可以用攻丝套出大于 100 ㎜的丝杆,也可以买成品丝杆焊接。 制作好的吊杆应做防
吊顶铝合金格栅相关专题
- 扣板吊顶多少钱一平方
- 扣板吊顶价格多少钱一平方
- 矿棉板吊顶价格多少
- 矿棉板吊顶价格是多少
- 矿棉板吊顶隐框与明框价差
- 矿棉板吊顶造价一般是多少
- 拉丝铝合金格栅吊顶多少钱
- 辽宁2008装饰定额造型吊顶
- 辽宁装饰定额天棚吊顶理解
- 龙牌矿棉板吊顶价格多少
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)