




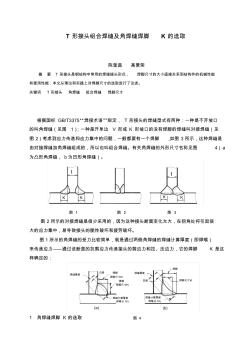
T 形接头组合焊缝及角焊缝焊脚 K 的选取 陈奎昌 高景荣 摘 要 T 形接头是钢结构中常用的焊接接头形式, 焊脚尺寸的大小直接关系到结构件的机械性能 和使用性能,本文从理论和实践上对焊脚尺寸的选取进行了论述。 关键词 T 形接头 角焊缝 组合焊缝 焊脚尺寸 根据国标 GB/T3375“焊接术语”规定, T 形接头的焊缝型式有两种:一种是不开坡口 的叫角焊缝(见图 1);一种是开单边 V 形或 K 形坡口的没有焊脚的焊缝叫对接焊缝(见 图 2)考虑到应力传递和应力集中的问题,一般都要有一个焊脚 ,如图 3所示,这种焊缝是 由对接焊缝加角焊缝组成的,所以也叫组合焊缝。有关角焊缝的外形尺寸名称见图 4(a 为凸形角焊缝, b为凹形角焊缝)。 图 1 图 2 图 3 图 2所示的对接焊缝是很少采用的,因为这种接头断面变化太大,在拐角处将引起很 大的应力集中,易导致接头的脆性破坏和疲劳破坏。 图

采用有限元数值模拟方法,研究了铝合金拼焊板冲压胀形中影响焊缝移动的因素及影响规律。结果表明,焊缝移动的主要影响因素为板厚差异以及焊缝的初始位置,凹模圆角对焊缝移动也有一定的影响,而模具间隙对焊缝移动的影响非常小。随着板厚差异的增大,焊缝向厚板一侧偏移;而焊缝中央的最大偏移量,随厚板宽度的增加是先增大后减小。
热门知识
单边喇叭形焊缝-
话题: 工程造价maojialdcr
精华知识
单边喇叭形焊缝-
话题: 结构设计ILY588164326
-
话题: 建筑施工yuhuashi1988
最新知识
单边喇叭形焊缝-
话题: 工程造价152****1014
-
话题: 工程造价zengkaiqiang
-
话题: 工程造价daiqiangyuan
-
话题: 工程造价zhuyanlong1
单边喇叭形焊缝相关专题
- 客厅单边吊顶效果图
- 单边吊顶
- 单边建模吊顶
- 单边直线吊顶
- 大门门槛石单边
- 门槛石磨单边
- 正门门槛石单边
- 房门门槛石单边
- 电视墙单边开关
- 电视墙单边吊顶
- 分形DGS单元结构设计及其在微带电路中的应用
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 引黄济临供水工程一级泵站圆形筒体支护结构计算分析
- 中国移动广东公司环形混凝土电杆技术规范书(暂行)
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 岳阳洞庭湖大桥50m跨连续箱形梁桥三向预应力施工
- 圆形支护体系在深基坑开挖中性状分析及施工中的应用
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆形隧道施工对不同深度地层沉降影响的模型试验
- 球形木质素吸附剂吸附L-天门冬氨酸的性能
- 复杂海况下的哑铃形主墩双壁钢围堰的设计与施工
- 关于矩形、圆形钢管混凝土结构若干设计或审查问题简述
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于斜屋面防水材料建议采用爱舍宁波形沥青防水板函
- 工艺工法环梁环形牛腿钢骨混凝土梁柱节点施工工法
- 噶米重庆公轨两用斜拉桥宝塔型超高曲线形桥塔施工工法