




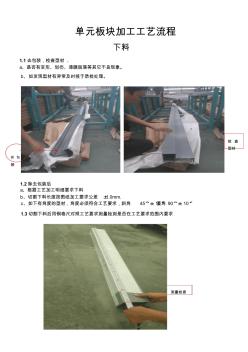
单元板块加工工艺流程 下料 1.1 去包装,检查型材 . a、是否有变形、划伤、漆膜脱落等其它不良现象。 b、如发现型材有异常及时报于质检处理。 检 查 型材 拆 包 装 1.2 除去包装后 a、根据工艺加工明细要求下料 b、切割下料长度按图纸加工要求公差 ±1.0mm. c、如下有角度的型材,角度必须符合工艺要求,斜角 45°± 10′直角 90°± 10′ 1.3切割下料后用钢卷尺对照工艺要求测量检测是否在工艺要求范围内要求 测量检查 1.4 经检查符合工艺要求后,摆放到相应的工具车上 。 a、摆放时注意产品方向,要轻拿轻放,防止划伤,碰撞。 b、所有下料产品摆放整齐后用气管吹净产品内的铝屑和杂物。并标识清楚产品的规格 /型号、 数量及产品状态。 摆放整齐、 吹铝屑 数控加工 1.1 加工立柱、横梁 a、按工艺要求要数控加工中心的计算机内输入对应的加工工艺参数。 数控加工中心 输
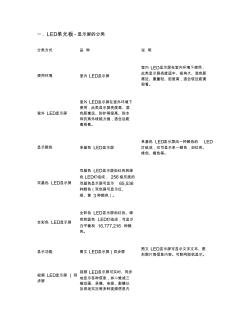
一.LED单元板 -显示屏的分类 分类方式 品 种 说 明 使用环境 室内 LED显示屏 室内 LED显示屏在室内环境下使用, 此类显示屏亮度适中、视角大、混色距 离近、重量轻、密度高,适合较近距离 观看。 室外 LED显示屏 室外 LED显示屏在室外环境下 使用,此类显示屏亮度高、混 色距离远、防护等级高、防水 和抗紫外线能力强,适合远距 离观看。 显示颜色 单基色 LED显示屏 单基色 LED显示屏由一种颜色的 LED 灯组成,仅可显示单一颜色,如红色、 绿色、橙色等。 双基色 LED显示屏 双基色 LED显示屏由红色和绿 色 LED灯组成, 256级灰度的 双基色显示屏可显示 65,536 种颜色(双色屏可显示红、 绿、黄 3种颜色)。 全彩色 LED显示屏 全彩色 LED显示屏由红色、绿 色和蓝色 LED灯组成,可显示 白平衡和 16,777,216 种颜 色。 显示功能 图文 L
热门知识
单元板模块-
话题: 建筑设计WD413291163
精华知识
单元板模块-
话题: 地产家居tom2819056
最新知识
单元板模块-
话题: 地产家居yanny850406
-
话题: 地产家居kkk6883150
单元板模块相关专题
- 如何破坏单元门电子刷卡锁
- led p10单元板电路原理图
- 5V40A电源能带几块P10单元板
- 漏电监控单元做
- 送风净化单元
- 净化单元
- 动铁单单元
- 会议单元线
- 单元板模块
- 单元显示屏
- 中国铝业连城分公司完成CBS仓储管理功能模块构建
- 智能门锁操作方式Zigbee模块安装
- 基于ADVISOR电动空调仿真模块开发及性能仿真
- 基于CAN总线数控系统远程输入输出模块设计与实现
- 基于S7-200PLC模拟量扩展模块使用问题
- 基于DSP智能断路器主控制器显示模块设计与实现
- 基于AMBE-1000芯片语音压缩模块设计与实现
- 基于CAN总线和AVR单片机步进电机控制模块设计
- 基于UC1823J多路输出开关电源模块分析与设计
- 和利时推出LK431通道隔离热电阻型模拟量输入模块
- 关于施工企业物资管理信息系统模块化及开放接口设计
- 基于DSP控制数字移相器变压变频器模块设计
- 基于SINOVATION铸铁件冒口CAD模块开发
- 基于CPLD和DSP雷达信号数字采集接口模块设计
- 基于CPLD数字语音通信复接/分接模块设计实现
- 基于BIM模块化设计方法在装配式建筑中应用
- 基于GIS重大工程地基基础模块设计关键问题