




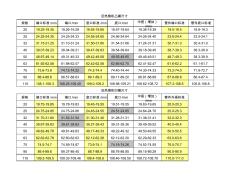
规格 端口标准 /mm 端口 /mm 底口标准 /mm 底口 /mm 中径(增加) /mm 管件端口标准 管件底口标准 20 19.25-19.35 19.26-19.29 19.55-19.65 19.57-19.64 19.36-19.39 19.0-19.5 18.8-19.3 25 24.25-24.35 24.25-24.33 24.55-24.65 24.56-24.64 24.26-24.40 23.8-24.4 23.5-24.1 32 31.15-31.25 31.10-31.24 31.50-31.60 31.54-31.66 31.24-31.31 30.7-31.3 30.4-31.0 40 39.07-39.23 39.04-39.21 39.47-39.63 39.54-39.64 39.18-39.45 38.7-39.3 38.3-38.9 50 48.97
PPR热熔机使用方法 一:安装前检查 1:拖线板、电线、插头、插座是否完好,热容器具是否松动或损坏,专用 减管是否完好。 2:管材、管件是否同一品牌。 二:正规厂家生产的热熔机器一般有红绿指示灯, 红灯代表加温, 绿灯代表 恒温,第一次达绿灯时不可使用, 必须第二次达绿灯时方可使用, 热熔时温度在 260℃ -280℃。低于或高于该温度,都会造成连接处不能完全熔合,留下渗水隐 患。 三:对每根管材的两端在施工前应检查是否损伤, 以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去 4-5cm,并不可用锤子 或重物敲击水管,以预防管道爆管,相对提高使用寿命 四:切割管材必须使端面垂直于管轴线,管材切割应使用专用管子剪。 五:加热时:无旋转地把管端导入加热模头套内,插入到所标识的深度,同 时,无旋转地把管件推到加热模头上,达到规定标志处。 六:达到加热时间后, 立即把管材
热门知识
单头热熔机-
话题: 工程造价sunshinexxy
精华知识
单头热熔机-
话题: 室内设计suo7023hong
-
话题: 地产家居dqgghh1022
-
话题: 地产家居qingtian227
-
话题: 地产家居xiushenzhe
最新知识
单头热熔机-
话题: 工程造价chongqingwk
单头热熔机相关专题
- 履带式单头岩石破碎机价格
- 单头弯管机
- 单头镀锌螺栓
- 单头全自动端子机
- 珠三角单头端子机
- 瑞高单头电热管
- 单头外牙
- 不锈钢单头外丝
- 单头外丝直接
- 单头销钉
- 单头电加热管的设计使用注意事项以及对内部电热丝的要求
- 实用无油螺杆真空泵单头等螺距转子型线
- 无油螺杆真空泵单头等螺距转子动平衡计算
- dn32pe给水管热熔机使用注意事项
- PE热熔机工艺特点与焊接全过程介绍模板
- 18W单头壁灯规格书
- PPR管连接过程中热熔机的使用方法
- PPR管连接过程中热熔机的使用方法
- LED单头双头壁灯
- ppr热熔机使用方法
- PE热熔机焊接全过程及使用说明
- PPR热熔机模头尺寸
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能