




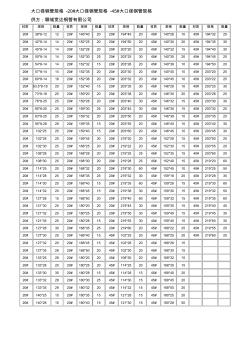
大口径钢管规格 -20#大口径钢管规格 -45#大口径钢管规格 供方:聊城宽达钢管有限公司 材质 规格 数量 材质 规格 数量 材质 规格 数量 材质 规格 数量 材质 规格 数量 20# 38*8-12 12 20# 146*40 20 20# 194*45 20 45# 140*28 10 45# 194*32 25 20# 42*8-14 14 20# 152*25 20 20# 194*50 20 45# 140*30 20 45# 194*35 30 20# 45*8-14 14 20# 152*28 20 20# 203*20 20 45# 140*32 15 45# 194*40 30 20# 50*8-14 14 20# 152*30 25 20# 203*25 30 45# 140*35 20 45# 194*45 20 20# 54*8-14 14 20# 15
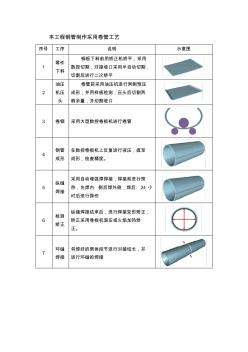
本工程钢管制作采用卷管工艺 序号 工序 说明 示意图 1 零件 下料 钢板下料前用矫正机矫平,采用 数控切割,对接坡口采用半自动切割, 切割后进行二次矫平 2 油压 机压 头 卷管前采用油压机进行两侧预压 成形,并用样板检测,压头后切割两 侧余量,并切割坡口 3 卷钢 采用大型数控卷板机进行卷管 4 钢管 成形 在数控卷板机上反复进行液压,直至 成形,检查精度。 5 纵缝 焊接 采用自动埋弧焊焊接,焊接前进行预 热,先焊内 侧后焊外侧,焊后 24 小 时后进行探伤 6 检测 矫正 纵缝焊接结束后,进行焊接变形矫正, 矫正采用卷板机滚压或火焰加热矫 正。 7 环缝 焊接 将焊好的筒体段节进行对接结长,并 进行环缝的焊接 主材切割 主材预热 卷板机 合缝卷圆 内部焊接 气刨 外部焊接 热矫正 尺寸外观检查 探伤检查 成品检查 主材开坡口 A1 A2 A3 A4 A5 卷板
热门知识
大口径钢管-
话题: 室内设计liujie75967
-
话题: 工程造价czyongjian
精华知识
大口径钢管-
话题: 地产家居jingbiao520
-
话题: 室内设计a532917367
最新知识
大口径钢管-
话题: 地产家居sesssamsung
-
话题: 室内设计zhangbolyh
大口径钢管相关专题
- 国标阀门最大口径有多大
- 什么是大口径钻孔灌注桩
- 山东大口径厚壁焊管厂
- 大口径PE管套项
- 大口径无缝钢管如何制造的
- 大口径厚壁钢管校直
- 大口径焊接钢管理论重量
- 大口径胶管规格常见有哪些
- Q235b大口径厚壁直缝焊管
- dn20万向喷头多大口径
- 无溶剂聚氨酯涂料在大口径钢管顶管工程中的应用
- 大口径钢管内喷涂参数关联控制及设备自动化
- 大口径钢管热缠绕聚乙烯技术通过鉴定
- 大口径钢管弯曲成型工艺及应用
- 大口径钢管内涂层涂敷设备设计与应用
- 大口径钢管长距离曲线顶管原理与设计
- 大口径钢管里口焊接降温排烟措施
- 大口径钢管对接环缝焊接工艺选择
- 大口径钢管顶管注浆减阻技术改进
- 大口径钢管沥青玻璃丝布防腐作业线
- 大口径钢管斜桩嵌岩施工技术与措施
- 大口径钢管焊接工艺
- 大口径钢管零切价格表
- 大口径钢管焊接卷管
- 大口径钢管规格表
- 大口径钢管规格
- 基于压电堆驱动器的喷嘴挡板式气体控制阀