




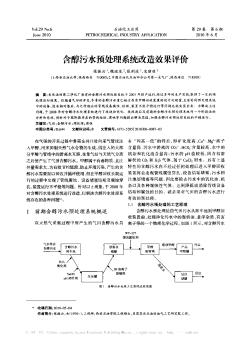
长庆油田第二净化厂原有的含醇污水预处理系统于2001年投产运行,经过多年的生产实践,取得了一定的预处理运行效果。但随着气田的开发,冬季的含醇污水量已超过原有甲醇回收装置的设计处理量,且原有的预处理系统中的设备、技术相对落后,与之所相应的管线设备腐蚀、结垢,装置不能平稳运行等问题也就突显出来。为解决上述问题,于2008年对含醇污水处理系统进行了改造和优化。就改造后及前期的含醇污水预处理系统作一个阶段性的分析和总结,同时对于现阶段存在的管线结垢、腐蚀等问题提出解决思路,加强含醇污水预处理系统的平稳运行。
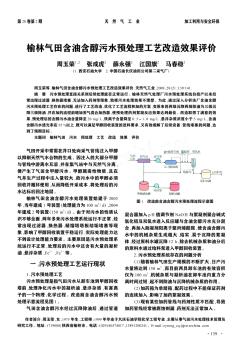
污水预处理直接关系到后续处理能否正常运行。榆林天然气处理厂污水预处理系统自投产以来经常出现过滤器、换热器堵塞,无法加入药剂等现象,致使污水处理效果不理想。为此,通过深入分析该厂含油含醇污水预处理工艺存在的问题,进行了工艺改造,优化了工艺流程和加药方案,变原来的两级沉降两级除油为三级沉降三级除油,并在加药流程前增加蒸气混合加热器,使预处理药剂絮凝反应效果达到最佳。改造取得了满意的效果,预处理后的含醇污水油含量降至20mg/L,铁离子含量降至0.5~1.0mg/L,悬浮杂质浓度小于5mg/L,含油含醇污水透光率在95%以上,既可以满足甲醇回收装置的进料要求,又有效缓解了后续设备、管线堵塞的问题,达到了预期目标。
热门知识
城镇污水预处理段-
话题: 给排水henhenbaobei
-
话题: 给排水se7ven7wei
精华知识
城镇污水预处理段-
话题: 地产家居huafei121333
最新知识
城镇污水预处理段-
话题: 工程造价xiangluowan
城镇污水预处理段相关专题
- 城镇污水排放标准2019
- gb18918-2019城镇污水处理厂污染物排放标准
- 城镇污水处理厂排放标准gb18918-2019
- 城镇污水处理厂污水排放标准gb18918-2019
- 城镇污水排放标准gb18918-2019
- 城镇污水处理厂污染物综合排放标准gb18918-2019
- 城镇污水处理厂污染物排放标准gb18918-2019
- 城镇污水处理厂污水排放标准gb18918---2019
- 城镇污水处理厂污水排放标准gb18191-2019
- 城镇供排水海绵城市
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 引江济淮工程淠河总干渠以北安徽段截污导流工程设计
- 正压送风对降低污水厂设备腐蚀的作用与实践(论文)
- 云南省城镇照明工程安全生产规程(修订征求意见稿)
- 乍嘉苏高速公路改性沥青SMA—13面层试验段施工
- 张家口市中心城区污水排水管网在线监测系统设计
- 乍嘉苏高速公路改性沥青SMA-13面层试验段施工
- 张涿高速南水北调干渠特大桥主桥边跨现浇段预压施工
- 医院污水处理设施竣工验收申请报告
- 一体化载体循环生物处理设备处理生活污水的中试
- 张潘明污水处理厂初步设计说明书(水质工程学课程)
- 医药化工学院毕业论文(设计)指导教师阶段工作小结
- 引黄工程联接段施工控制网三等水准测量的应用与分析
- 中国十大污水污物潜水电泵型号
- 应用价值工程在勘察设计阶段监理中合理控制工程投资
- 振冲法在西安市第三污水处理厂地基处理工程中的应用