




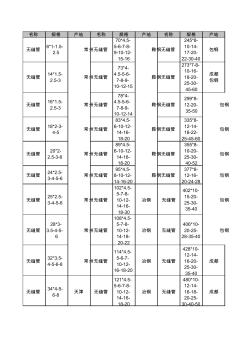
名称 规格 产地 名称 规格 产地 名称 规格 产地 无缝管 6*1-1.5- 2.5 常州无缝管 70*4.5- 5-6-7-8- 9-10-12- 15-16 鞍钢无缝管 245*8- 10-14- 17-20- 22-30-40 包钢 无缝管 14*1.5- 2.5-3 常州无缝管 73*4- 4.5-5-6- 7-8-9- 10-12-15 鞍钢无缝管 273*7-8- 10-16- 18-20- 25-30- 45-60 成都 包钢 无缝管 16*1.5- 2.5-3 常州无缝管 78*4- 4.5-5-6- 7-8-9- 10-12-14 鞍钢无缝管 299*8- 12-20- 35-50 包钢 无缝管 18*2-3- 4-5 常州无缝管 83*4.5- 6-10-12- 14-16- 18-20 鞍钢无缝管 335*8- 12-14- 18-22- 25-45-60 包钢 无
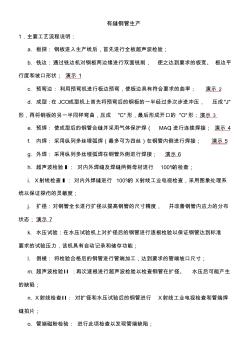
有缝钢管生产 1.主要工艺流程说明: a. 板探:钢板进入生产线后,首先进行全板超声波检验; b. 铣边:通过铣边机对钢板两边缘进行双面铣削, 使之达到要求的板宽、 板边平 行度和坡口形状; 演示 1 c. 预弯边: 利用预弯机进行板边预弯,使板边具有符合要求的曲率; 演示 2 d. 成型:在 JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压, 压成 "J" 形,再将钢板的另一半同样弯曲,压成 "C"形,最后形成开口的 "O"形;演示 3 e. 预焊:使成型后的钢管合缝并采用气体保护焊( MAG)进行连续焊接; 演示 4 f. 内焊:采用纵列多丝埋弧焊(最多可为四丝)在钢管内侧进行焊接; 演示 5 g. 外焊:采用纵列多丝埋弧焊在钢管外侧进行焊接; 演示 6 h. 超声波检验Ⅰ: 对内外焊缝及焊缝两侧母材进行 100%的检查; i. X射线检查Ⅰ: 对内外焊缝进行 100%的 X射
热门知识
常用有缝钢管的规格-
话题: 工程造价haoqingzuo
-
话题: 工程造价heyongchun_5
-
话题: 室内设计km361952803
精华知识
常用有缝钢管的规格-
话题: 室内设计zuefuo2668
最新知识
常用有缝钢管的规格-
话题: 结构设计danoguhong
常用有缝钢管的规格相关专题
- 连接常用什么螺纹
- 中常用的防火材料有哪些
- 注浆法的常用的注浆方法
- 砖瓦工常用的工具有哪些
- 自攻螺丝有哪些常用头型
- 钻孔桩常用成孔方法有哪些
- 最常用的耐磨材料有哪些
- 最常用的三种温度计是什么
- 最常用消防管件品牌
- 造价师常用软件
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析