




施工技术交底 编号 工程名称 交底日期 施工单位 分项工程名称 墩基础承台 交底提要 特大桥承台钢筋制作及安装 交底内容: 承台钢筋的制作安装 1、在基坑平面上测放承台轴线与轮廓线并在四角进行标记, 在墨线上用粉笔画出每根钢筋间距 位置;绑扎钢筋。 2、使用焊条的等级应与钢筋的等级相一致。 Ⅰ级钢筋可以使用 T422焊条。 Ⅱ级钢筋的焊接要使用 T502、T506,也可使用 T606焊条,但绝不可使用 T422焊条,以免降低 焊接处钢筋抗拉强度。 3、钢筋绑扎工艺:核对钢筋半成品→钢筋绑扎→预埋件→绑好混凝土垫块。 4、核对成型钢筋:钢筋绑扎前,应先按设计图纸加工的半成品钢筋进行核对。 对其规格、形状、 型号、品种经过检验后挂牌合理堆放。 5、钢筋绑扎:钢筋应按顺序绑扎,一般情况下,先长轴后短轴,由一端向另一端依次进行。操 作时按图纸要求划线、铺铁、穿箍、绑扎,最后成型。 6、预埋钢筋:预

热门知识
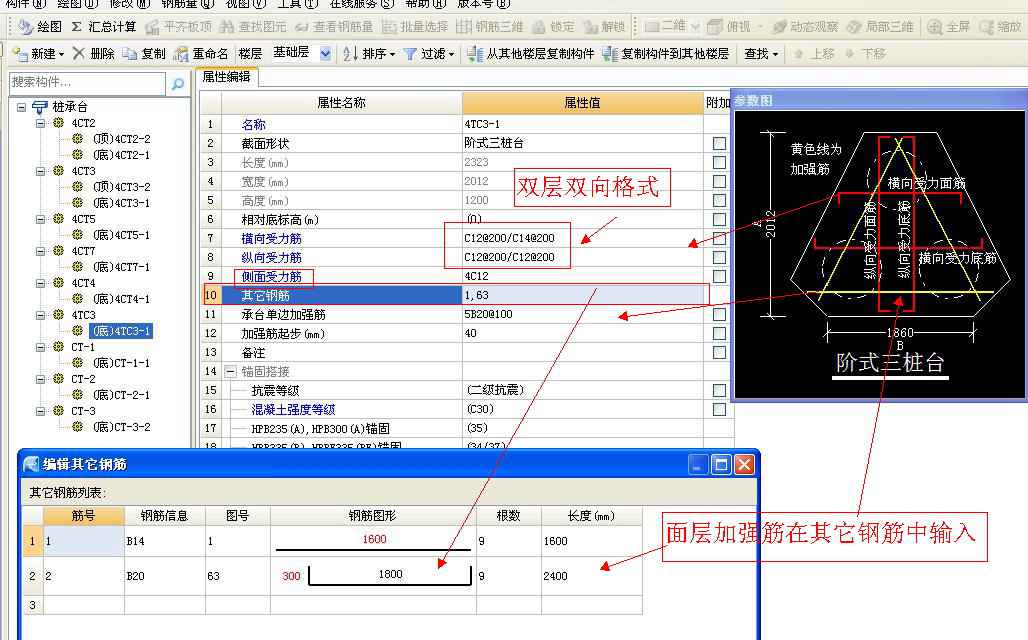
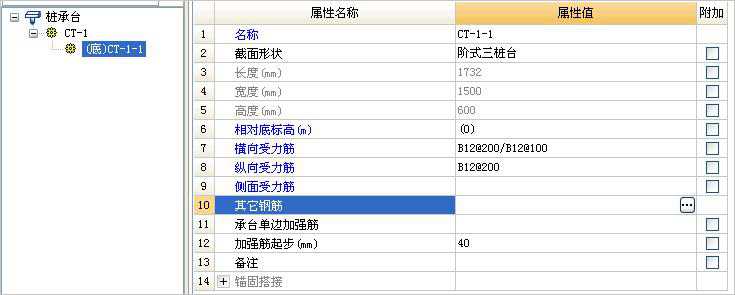
承台双层钢筋制作-
话题: 计价依据buyaowenwo3
-
话题: 造价软件samuel_chou
-
话题: 造价软件nancy234wh

精华知识
承台双层钢筋制作-
话题: 造价软件hang198645
-
话题: 计价依据szzftduhai

最新知识
承台双层钢筋制作-
话题: 工程造价fay10262000
-
话题: 工程造价123****3212

相关问答
承台双层钢筋制作-
话题: 造价软件liwensu12345
-
话题: 造价软件wenquan1016
-
话题: 造价软件hsgongshui
承台双层钢筋制作相关专题
- 高速公路桥台的构造
- 高铁桥台图片
- 实体式桥台是什么
- 什么是柱式桥台
- 如何制作承重很高的纸桥
- 大跨距桥架承重参数
- 承包一个桥梁工程
- 汽车后桥总成包括轴承吗
- 桥的承重原理是什么
- 桥承台和桥台有何不同
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 影响铁路电力迁改总承包工程因素的模糊综合评价
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 以遗产传承为核心的都江堰市城乡灾后重建规划与实施
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 中国水电联合体13亿美元总承包尼日利亚水电站项目
- 智能建筑综合能耗分析评估系统之管理平台设计与应用
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 中国水电集团承建的广西桥巩水电站3号机组投产发电
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 余热回收供热项目EPC工程总承包工程施工组织设计
- 中国重汽承担的16个技术创新项目通过省级鉴定验收
- 在大荷载作用下人工挖孔灌注桩桩基承台的设计与施工