




双电极钛钙型碳钢焊条焊芯间距对焊接工艺及电弧形态的影响——采用平板堆焊的方法及高速摄像系统,研究了双电极钛钙型碳钢焊条的焊芯间距对焊接工艺和电弧形态的影响。结果表明,双电极钛钙型碳钢焊条的焊芯间距是影响电弧电压的最重要因素。在焊接过程中,调节...

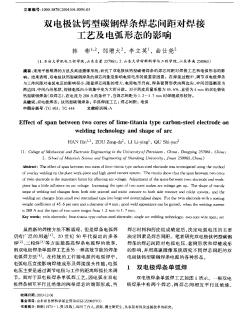
采用平板堆焊的方法及高速摄像系统,研究了双电极钛钙型碳钢焊条的焊芯间距对焊接工艺和电弧形态的影响。结果表明,双电极钛钙型碳钢焊条的焊芯间距是影响电弧电压的最重要因素。在焊接过程中,调节双电极焊条与工件间距对电弧电压的影响很小;随着焊芯间距的增大,电弧电压升高,焊条套筒形状由两边尖、中间凹逐渐变为两边凹、中间凸的形状,焊接电弧由小而集中变为大而分散。对于药皮质量系数为45.6%、直径为4mm的双电极钛钙型碳钢焊条(双焊芯),在电流为200A的条件下,当焊芯间距为1.2~1.7mm时焊缝成形较好。
热门知识
纯镍焊芯焊条-
话题: 地产家居liuweiwei810
精华知识
纯镍焊芯焊条-
话题: 室内设计sunny88311228
-
话题: 地产家居yowiewooing
最新知识
纯镍焊芯焊条-
话题: 地产家居wangbo883683
纯镍焊芯焊条相关专题
- 中式纯色墙布怎么形容
- 中泽纯境新房收门窗费
- 怎样辨别纯铁坡莫合金
- 怎样计算纯利润的百分比
- 怎样去除纸上的纯蓝钢笔水
- 郑州有没有纯软装设计公司
- 今日金川镍板价格多少价格
- 金属镍的成本价格
- 硬币为什么钢芯镀镍
- 有铅锡线分纯度分别是多少
- 在8度地震区建造低层纯钢框架结构住宅的可行性分析
- 新型以天然气为燃料用转底炉冶炼红土镍矿的方法
- 工程造价纯手工算量某三层框架结构工程综合实例讲解
- 国内外蓝宝石用途高纯氧化铝制备方法和生产现状分析
- 江苏徐州27层高层住宅484#纯住宅工程造价指标
- 喀拉通克铜镍矿260m中段巷道快速掘进施工技术
- 利用含钴、镍氢化硅酸盐提高橡胶镀铜钢丝粘合作用
- 利用低相变点焊条熔修方法改善焊接接头疲劳强度试验
- 嘉兴桐星水泥有限公司纯低温余热发电技术改造工程介绍
- 芳烃催化烷基化法生产高纯度均三甲苯过程与技术改造
- 镀镍软铜线和退火铜线
- 10万m3等级空分设备分子筛纯化系统的设计与应用
- 菲律宾、卡拉卡工业区的生产镍铬铁合金加工出口区计划
- 可研报告技术研究报告铜镍废液综合技改项目
- 卷边槽钢纯弯构件畸变屈曲板组约束系数的直接强度法计算
- 开发中国特色红土镍矿冶炼工艺建设现代化镍铁厂
- 卷边槽钢纯弯构件畸变屈曲板组约束系数的直接强度法分析
- 纯镍片价格
- 纯镍网
- 纯镍铸铁焊条
- 纯镍铸铁焊条价格
- 纯阳App防水卷材
- 纯阳CRP-环保聚氨酯沥青防水涂料
- 纯阳CRP-环保聚氯酯沥青防水涂料
- 纯阳SBS改性沥青防水涂料
- 纯阳SBS防水卷材
- 纯阳丙烯酸合成高分子涂料
- 纯阳杨叶中
- 纯阳氯丁胶沥青防水涂料
- 纯阳水坝专用防水涂料
- 纯阳沥青防水卷材
- 纯阳高分子复合丙纶防水卷材
- 纯阳高聚物防水材料
- 纯阻声光控延时
- 纯阻声光控延时开关
- 纯阻性声光延控时开关
- 纯阻性声光控延时开关
- 纯阻性声光控开关
- 纯阻性红外人体感应延时开关
- 纯阻性红外人体感应开关
- 纯阻性红外感应开关
- 纯阻性红外线人体感应延时开关
- 纯阻性红外线人体感应开关
- 纯阻性红外线人体感应开关220V.8A
- 纯阻性红外线声光控延时开关
- 纯阻性红外线感应开关
- 纯阻性触摸延时开关