




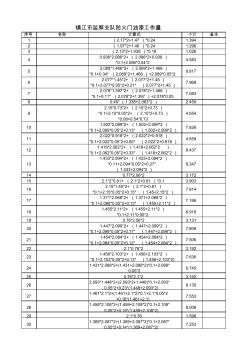
序号 名称 计算式 小计 备注 1 (2.17*2+1.47 )*0.24 1.394 2 (1.97*2+1.46 )*0.24 1.296 3 (2.13*2+1.439 )*0.18 1.026 4 0.936*2.086*2+ (2.086*2+0.936 ) *0.1+2.086*0.04*2 4.583 5 2.089*1.466*2+ (2.089*2+1.466 ) *0.1+0.34* (2.089*2+1.466 )+2.089*0.05*2 8.817 6 2.077*1.45*2+ (2.077*2+1.45 ) *0.1+2.077*0.05*2+0.21* (2.077*2+1.45 ) 7.968 7 2.078*1.397*2+ (2.078*2+1.466 ) *0.1+0.11* (2.078*2+1.397 )+2.078*0.05 7.083 8 0
木门油漆车间生产工艺流程 木工交货后先进行定厚和砂光交给配套 . 1、配套流程 A、配套工接到货物后根据订货单清出每个客户的单子堆放在一起 .然后将同一颜色产品放在一起 .将数 量点清楚标明。然后移交下道工序。 B、如果单个客户的数量不齐 ,将不齐的客户单号标明和所差部件名称记录后 ,马上向木工车间管理进行 汇报并要求及时补奇板件 .补齐后移交下道工序。 C、凡在配套时将产品损坏,需即时向班组长汇报,并第一时间填写产品返修和补件单,并将罚款填 在相应栏内后经上级批准后方可补件和返修。 D、因配套时不认真,到灰磨时该颜色数量与配套时所写数一致时,而产品又差件或无法配套,给予 配套点数人员 100 元 /次考核。并及时将所欠数量补奇后交给下道工序,按返修流程操作。 2、灰磨流程 A、灰磨组在接到配好套和分好颜色的产品后,按颜色分配给员工操作,员工将产品做好后请组长进 行验收和清点所分货数量相
车门油漆起泡相关专题
- 吊车门式钢架厂房
- 带吊车门式钢架厂房
- 带吊车门式刚架图集
- 车门内把柄装修图片
- 烟台南车门安置房
- 芝罘区南车门安置房
- 汽车门头广告牌图片
- 汽车门头灯箱广告图片
- 蹲式马桶吸车门
- 马桶塞开汽车门
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 含一级易燃溶剂油漆、辅助材料及涂料安全技术说明书
- 建筑油漆工技术等级标准及油漆工报考条件及考试大纲
- 决议建议书PP生产包装油漆等工序系统处理方式
- 建筑油漆工技术等级标准及油漆工报考条件及考试大纲资料
- 建筑精装工程标准化施工工艺金属表面施涂混色油漆涂料
- 房屋建筑工程地砖铺设油漆、涂料工程门窗工程施工工法
- 北京油漆厂引进国外技术改造企业
- 叉车门架支撑、导向系统的可靠性的TRIZ解题流程
- 外墙油漆施工工艺流程
- 大吨位吊车门式刚架钢结构厂房板件宽厚比控制
- 如何辨别真假油漆涂料
- 各种塑料油漆使用常识
- 室内装饰工程施工、验收规范油漆和装饰工程
- PU、PE、NC、UV油漆详细用途以及做法和特性
- Q-FTB039-2006汽车产品油漆涂层技术条件
- Q452SJ0702保温油漆施工说明及材料清册要点